Chế độ cắt khi phay là yếu tố quyết định đến chất lượng sản phẩm, năng suất gia công và tuổi thọ của dao cụ. Việc lựa chọn sai thông số không chỉ gây ra bề mặt gia công xấu, dung sai không đạt mà còn dẫn đến gãy dao, hỏng máy hoặc tiêu tốn năng lượng. Bài viết này sẽ cung cấp cho bạn cách chọn chế độ cắt khi phay một cách bài bản, từ khái niệm cơ bản đến các mẹo thực tế, giúp bạn kiểm soát quá trình gia công một cách chính xác và hiệu quả.
Chế độ cắt khi phay là tập hợp các thông số công nghệ được thiết lập trước khi gia công, bao gồm tốc độ cắt, bước tiến, chiều sâu cắt và chiều rộng cắt. Các thông số này tương tác với nhau, ảnh hưởng trực tiếp đến lực cắt, nhiệt cắt, độ rung và chất lượng bề mặt chi tiết.
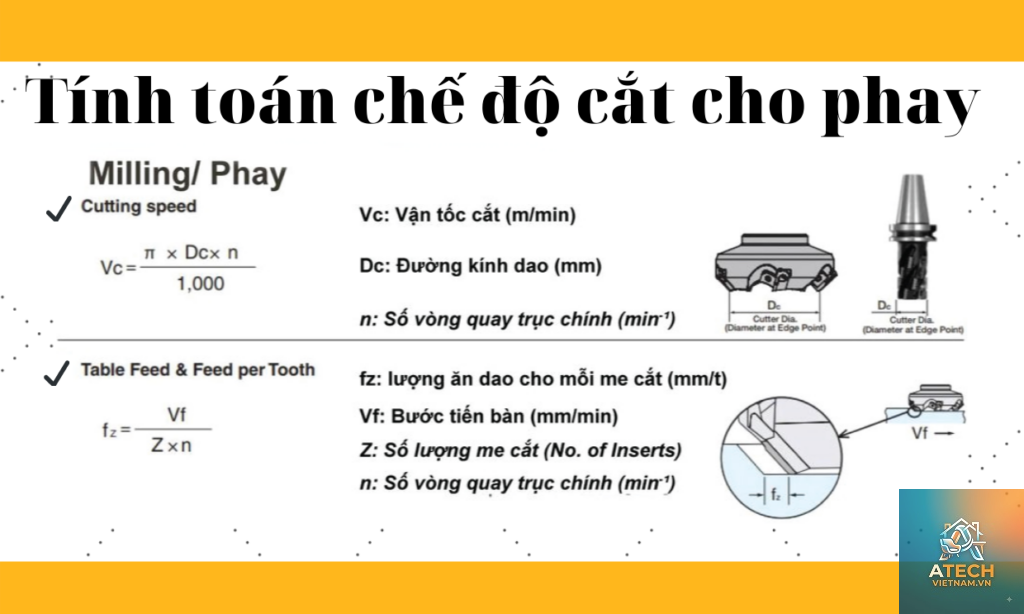
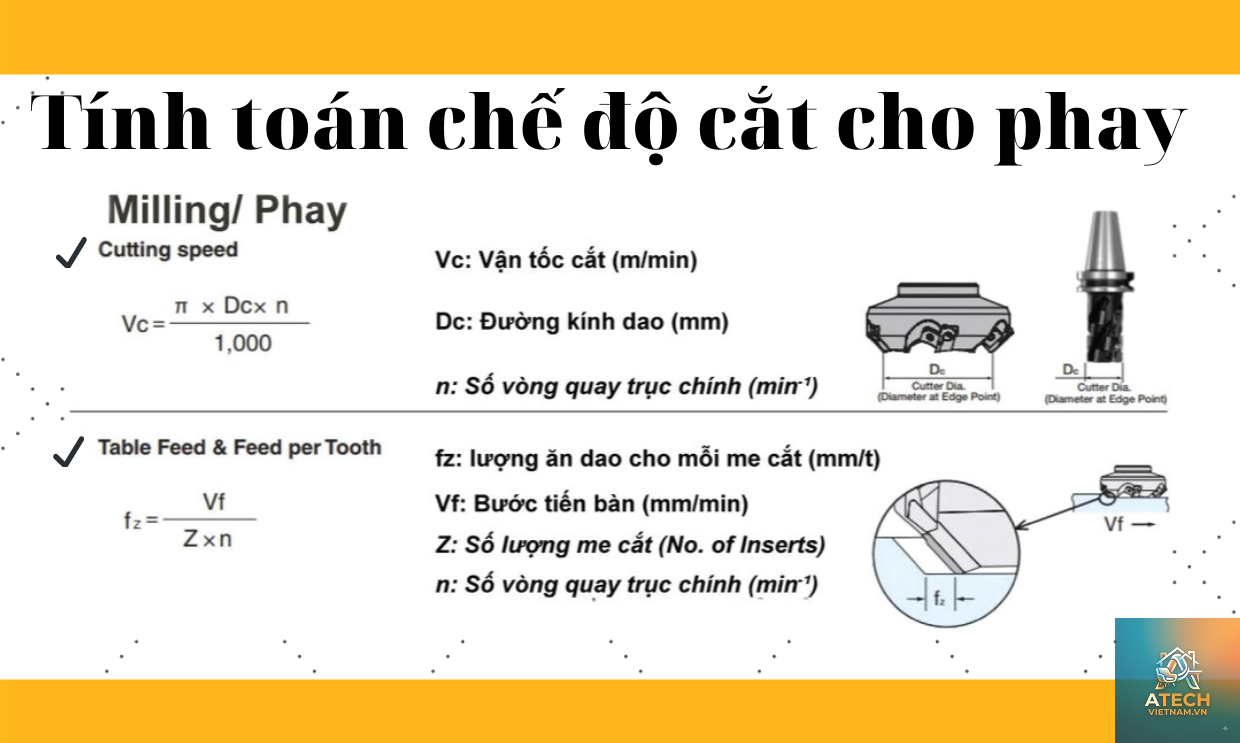
Tốc độ cắt (Vc)
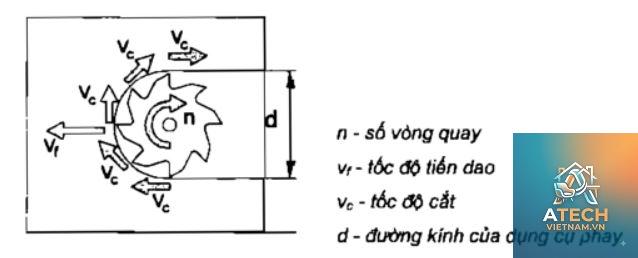
Tốc độ cắt là vận tốc chuyển động tương đối giữa lưỡi cắt của dao và bề mặt phôi, thường được tính bằng mét trên phút (m/min). Trên máy phay CNC, tốc độ cắt được thể hiện qua số vòng quay trục chính (RPM). Công thức chuyển đổi: n = (Vc × 1000) / (π × D), trong đó n là số vòng quay (vòng/phút), D là đường kính dao (mm).
Bước tiến (f)
Bước tiến khi phay có thể là bước tiến trên răng (fz), bước tiến trên vòng (fn) hoặc bước tiến phút (Vf). Thông số phổ biến nhất khi lập trình phay là bước tiến trên răng – lượng di chuyển của dao sau mỗi lần một lưỡi cắt đi qua. Bước tiến phút được tính: Vf = fz × z × n, với z là số răng dao.
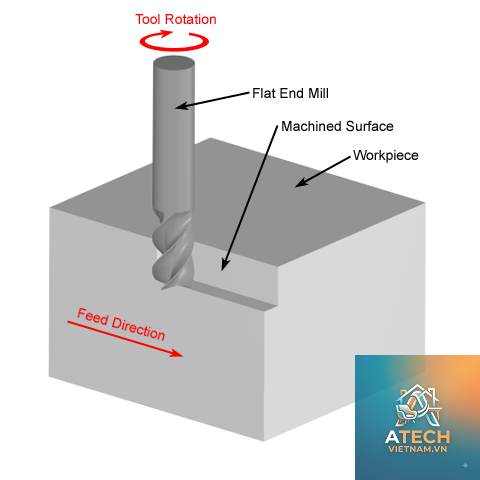
Chiều sâu cắt là độ dày lớp vật liệu bị loại bỏ theo phương dọc trục dao. Trong phay mặt đầu, ap là chiều sâu cắt hướng kính; trong phay rãnh, ap là chiều sâu cắt hướng trục. Chiều sâu cắt ảnh hưởng lớn đến tải trọng lên dao và khả năng thoát phoi.
Chiều rộng cắt (ae)
Chiều rộng cắt là bề rộng của vùng cắt theo phương vuông góc với trục dao. ae thường được tính bằng tỷ lệ phần trăm so với đường kính dao (ae/D). Đối với phay mặt đầu, ae là chiều rộng của đường chạy dao.
Phân loại các chế độ cắt theo mục đích gia công
Không có một bộ thông số duy nhất cho mọi tình huống. Tùy vào yêu cầu về độ nhám bề mặt, năng suất và độ ổn định của hệ thống, bạn cần phân chia rõ ràng giữa phay thô, phay tinh và phay bán tinh.
Phay thô – Ưu tiên năng suất
Mục tiêu của phay thô là loại bỏ nhanh lượng dư lớn. Chế độ cắt khi phay thô thường có chiều sâu cắt lớn (ap từ 2–8 mm tùy vật liệu và dao), bước tiền cao, tốc độ cắt vừa phải để kiểm soát nhiệt. Cần chọn dao có góc thoát lớn, lớp phủ chịu nhiệt để tăng tuổi thọ. Tránh sử dụng chiều rộng cắt quá lớn vì dễ gây rung động.
Phay tinh – Ưu tiên chất lượng bề mặt
Phay tinh yêu cầu độ chính xác kích thước và độ nhám thấp (Ra 0.8 – 1.6 µm). Chế độ cắt khi phay tinh thường có chiều sâu cắt nhỏ (ap từ 0.2–1 mm), bước tiền giảm, tốc độ cắt cao hơn để đạt lực cắt nhẹ và nhiệt cắt ổn định. Bước tiền trên răng (fz) nên duy trì ở mức 0.05–0.15 mm/răng đối với thép. Sử dụng dao phay tinh chuyên dụng với lưỡi cắt sắc và mũi bo góc R nhỏ.
Phay bán tinh – Cân bằng giữa thô và tinh
Đây là bước trung gian nhằm loại bỏ phần lớn lượng dư thô và tạo biên dạng gần đúng trước khi tinh. Thông số thường nằm giữa hai chế độ trên: ap từ 1–3 mm, fz 0.1–0.2 mm/răng, Vc tương đương phay thô. Phay bán tinh giúp giảm thời gian gia công tổng thể nhờ hạn chế số lần chạy dao tinh.
Yếu tố ảnh hưởng đến cách chọn chế độ cắt khi phay
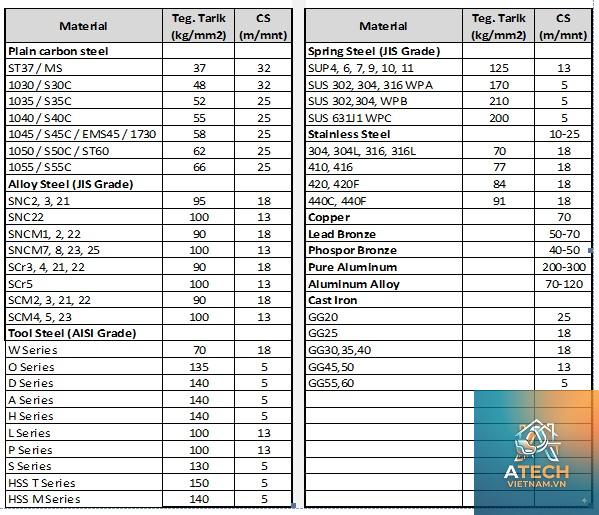
Việc xác định chế độ cắt không chỉ dựa trên sách vở mà còn phụ thuộc vào bối cảnh thực tế. Nhôm mềm, dễ cắt, có thể dùng Vc 200–600 m/min; thép cứng C45 cần Vc 120–250 m/min; thép không gỉ 304 yêu cầu tốc độ thấp hơn (80–150 m/min) và bước tiền nhỏ để tránh biến cứng bề mặt.
Vật liệu và hình học dao phay
Dao phay hợp kim cứng, dao phủ TiAlN, dao thép gió có khả năng chịu nhiệt và độ bền khác nhau. Số răng dao, góc xoắn, góc trước và góc sắc cũng ảnh hưởng đến lực cắt và thoát phoi. Dao nhiều răng thích hợp cho phay tinh với bước tiền thấp, dao ít răng phù hợp phay thô vì khoang chứa phoi lớn.
Máy phay CNC cũ, mòn bàn trượt hoặc kẹp chi tiết không chặt sẽ dễ sinh ra rung động. Khi đó bạn phải giảm tốc độ cắt và bước tiến, có thể tăng chiều sâu cắt để giảm tần số rung. Ngược lại, máy cứng vững cao cho phép tận dụng chế độ cắt lớn hơn.
Dung dịch trơn nguội
Sử dụng dung dịch trơn nguội giúp giảm nhiệt, bôi trơn vùng cắt và cuốn phoi. Với phay nhôm, thường dùng tưới tràn; với thép không gỉ cần dung dịch có áp suất cao. Chế độ cắt có thể tăng lên khi có dung dịch làm mát hiệu quả.
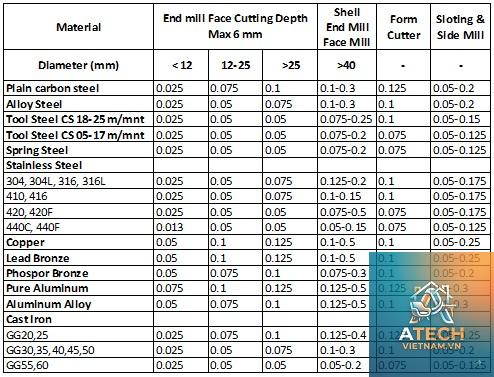
Bảng thông số tham khảo cho một số vật liệu phổ biến
Vật liệu
Tốc độ cắt (m/min)
Bước tiến trên răng fz (mm/răng)
Chiều sâu cắt ap (mm)
Chiều rộng cắt ae (%D)
Nhôm 6061
300–600
0.12–0.25
2–6
50–80%
Thép C45 (thường hóa)
150–250
0.08–0.18
1–4
40–70%
Thép không gỉ 304
80–150
0.05–0.12
1–3
30–60%
Gang xám GG25
80–180
0.10–0.20
2–5
50–75%
Đồng thau
200–400
0.10–0.20
2–5
50–80%
Lưu ý: Các giá trị trên chỉ mang tính tham khảo, cần hiệu chỉnh theo điều kiện thực tế và khuyến cáo từ nhà sản xuất dao.
Hướng dẫn từng bước chọn chế độ cắt khi phay
Bước 2: Chọn dao phay phù hợp
Dựa vào vật liệu phôi và dạng gia công, chọn đường kính dao, số răng, lớp phủ. Kiểm tra khả năng kẹp dao và độ nhô ra (overhang) càng ngắn càng tốt để tăng cứng vững.
Bước 3: Tra cứu thông số khởi tạo từ nhà sản xuất dao
Hầu hết các hãng dao (Sandvik, Mitsubishi, ISCAR, Walter) đều cung cấp bảng chế độ cắt tiêu chuẩn. Bạn nên bắt đầu với giá trị ở giữa dải khuyến nghị.
Bước 4: Tính toán hiệu chỉnh theo điều kiện thực tế
Giảm 10–20% Vc nếu máy cũ hoặc chi tiết kẹp không vững.
Tăng 5–10% fz nếu dao còn tốt và cần năng suất cao.
ap không vượt quá 70% chiều dài lưỡi cắt hiệu dụng.
ae nên duy trì dưới 80% đường kính dao để tránh va đập toàn bộ lưỡi cắt.
Bước 5: Chạy thử và tối ưu
Chạy một đường chạy thử nhỏ, quan sát màu sắc phoi, tiếng ồn, độ rung. Phoi ngắn, xoăn nhẹ và màu xanh nhạt là dấu hiệu tốt. Nếu phoi cháy đen hoặc có tiếng rít, giảm ngay Vc. Nếu rung mạnh, giảm ap hoặc ae, hoặc tăng fz để tạo lực cắt đều đặn hơn.
Sai lầm thường gặp khi chọn chế độ cắt khi phay
Chỉ dựa vào số vòng quay máy thay vì Vc: Nhiều người quên rằng Vc phụ thuộc vào đường kính dao, dẫn đến tốc độ cắt quá thấp với dao nhỏ hoặc quá cao với dao lớn.
Bước tiền quá nhỏ: Có thể tạo ra phoi mảnh, nhiệt tập trung tại lưỡi cắt, gây mòn dao nhanh và bề mặt xấu vì cào xước.
Chiều sâu cắt quá lớn so với độ nhô dao: Gây rung động, gãy dao hoặc hư hỏng trục chính.
Không điều chỉnh ae khi phay mặt đầu: ae quá nhỏ (dưới 20% D) làm cho răng dao cắt vào và ra liên tục, tăng tải va đập.
Bỏ qua dung dịch trơn nguội: Dẫn đến nhiệt cao, biến cứng bề mặt (nhất là với thép không gỉ) và giảm tuổi thọ dao đáng kể.
Lưu ý quan trọng để tối ưu tuổi thọ dao và độ chính xác
Luôn kiểm tra độ mòn dao (mòn mặt sau, mòn hố lưỡi) sau mỗi chu kỳ gia công. Thay dao kịp thời khi mòn vượt 0.3–0.5 mm.
Sử dụng chiến lược phay leo (climb milling) thay vì phay nghịch (conventional milling) để giảm nhiệt, cải thiện độ nhẵn bề mặt và giảm mòn dao, trừ khi máy có khe hở bàn lớn.
Với phay rãnh sâu, giảm ap mỗi lần xuống dưới 1.5 lần đường kính dao và tăng bước tiền để phoi thoát tốt.
Tốc độ cắt cao hơn không phải lúc nào cũng tốt. Hãy thử tăng dần Vc và quan sát sự thay đổi. Điểm tối ưu thường nằm ở mức mà nhiệt cắt vừa phải, phoi có màu vàng nhạt.
Câu hỏi thường gặp về cách chọn chế độ cắt khi phay
Làm thế nào để biết chế độ cắt đang phù hợp?
Dấu hiệu nhận biết một chế độ cắt hợp lý: tiếng cắt đều, không rít; phoi xoăn ngắn, màu sáng; bề mặt gia công mịn, không có vết cào; dao không bị rung động; tiếng máy ổn định. Nếu thấy bất kỳ dấu hiệu bất thường, cần dừng lại và điều chỉnh.
Tốc độ cắt cho thép C45 là bao nhiêu? Cách tính?
Thép C45 có thể gia công với Vc từ 150 đến 250 m/min. Ví dụ dao phay mặt đầu D20, chọn Vc=200 m/min → n = (200×1000)/(π×20) ≈ 3183 vòng/phút. Bước tiền thường fz=0.15 mm/răng, dao 4 răng → Vf=0.15×4×3183 = 1910 mm/phút. Tuy nhiên hãy thử giảm 20% nếu máy không cứng vững.
Có nên chọn tốc độ cắt cao nhất từ bảng khuyến nghị?
Không. Bảng thông số thường đưa ra dải giá trị. Tốc độ cao nhất chỉ phù hợp với hệ thống máy cứng vững, dung dịch trơn nguội tốt và dao mới. Nếu máy cũ hoặc chi tiết kẹp không chặt, nên chọn Vc ở mức thấp hơn 10–20% để đảm bảo an toàn.
Chiều sâu cắt tối đa khi phay rãnh trên nhôm?
Với nhôm, dao phay hợp kim cứng có thể cắt với ap lên đến 1,5 lần đường kính dao nếu thoát phoi tốt. Tuy nhiên, nếu rãnh sâu hơn 3 lần D, nên chia thành nhiều lớp và sử dụng dung dịch trơn nguội áp suất cao để cuốn phoi.
Khi nào nên sử dụng phay thuận vs phay nghịch?
Phay thuận (climb) được khuyến khích hơn vì lực cắt hướng xuống giúp chi tiết ổn định, bề mặt đẹp hơn và dao ít mòn hơn. Chỉ dùng phay nghịch khi máy có khe hở bàn lớn (máy cơ) hoặc khi cần gia công bề mặt thô có vảy cứng.
Làm sao để giảm rung động khi phay?
Giảm nhô dao, tăng đường kính dao hoặc dùng dao có góc xoắn cao. Giảm Vc hoặc tăng fz, điều chỉnh ae xuống 40–50% D. Sử dụng ổ dao thủy lực hoặc collet chất lượng cao. Đôi khi giảm ap và tăng số lát cắt lại giúp giảm rung hiệu quả.
Kết luận
Cách chọn chế độ cắt khi phay không phải là việc sao chép cứng nhắc từ bảng số liệu, mà là sự kết hợp giữa kiến thức lý thuyết, kinh nghiệm thực tế và khả năng đọc hiểu các tín hiệu từ máy, dao, phoi. Bằng cách nắm vững các thông số cốt lõi, phân loại theo mục đích gia công và hiệu chỉnh linh hoạt, bạn sẽ đạt được năng suất cao, chất lượng bề mặt tốt và kéo dài tuổi thọ dụng cụ. Hãy bắt đầu bằng cách lập bảng thông số cho từng vật liệu thường dùng, ghi chép điều chỉnh theo thực tế và dần dần xây dựng bộ dữ liệu riêng cho xưởng của mình.