Hiểu rõ bản chất của độ côn trong cơ khí và chế tạo
Độ côn là một thông số hình học quan trọng trong ngành cơ khí chế tạo máy, đặc biệt khi gia công các chi tiết nón, trục côn hay lỗ côn. Công thức tính độ côn cho phép kỹ thuật viên xác định chính xác tỷ lệ thu nhỏ hoặc mở rộng của bề mặt côn dọc theo chiều dài trục. Khái niệm này xuất hiện phổ biến trong thiết kế trục chính máy công cụ, mối ghép côn, van công nghiệp và nhiều ứng dụng cơ khí khác.
Khi một chi tiết có dạng hình nón cụt, sự chênh lệch giữa đường kính lớn và đường kính nhỏ so với chiều dài của phần côn tạo nên đại lượng gọi là độ côn. Đây là giá trị không thứ nguyên, thường được biểu diễn dưới dạng tỷ số hoặc phần trăm. Việc nắm vững công thức tính độ côn giúp người thợ gia công chính xác từng chi tiết, đảm bảo khả năng lắp ráp và truyền lực tối ưu.
Định nghĩa và ký hiệu cơ bản trong công thức tính độ côn
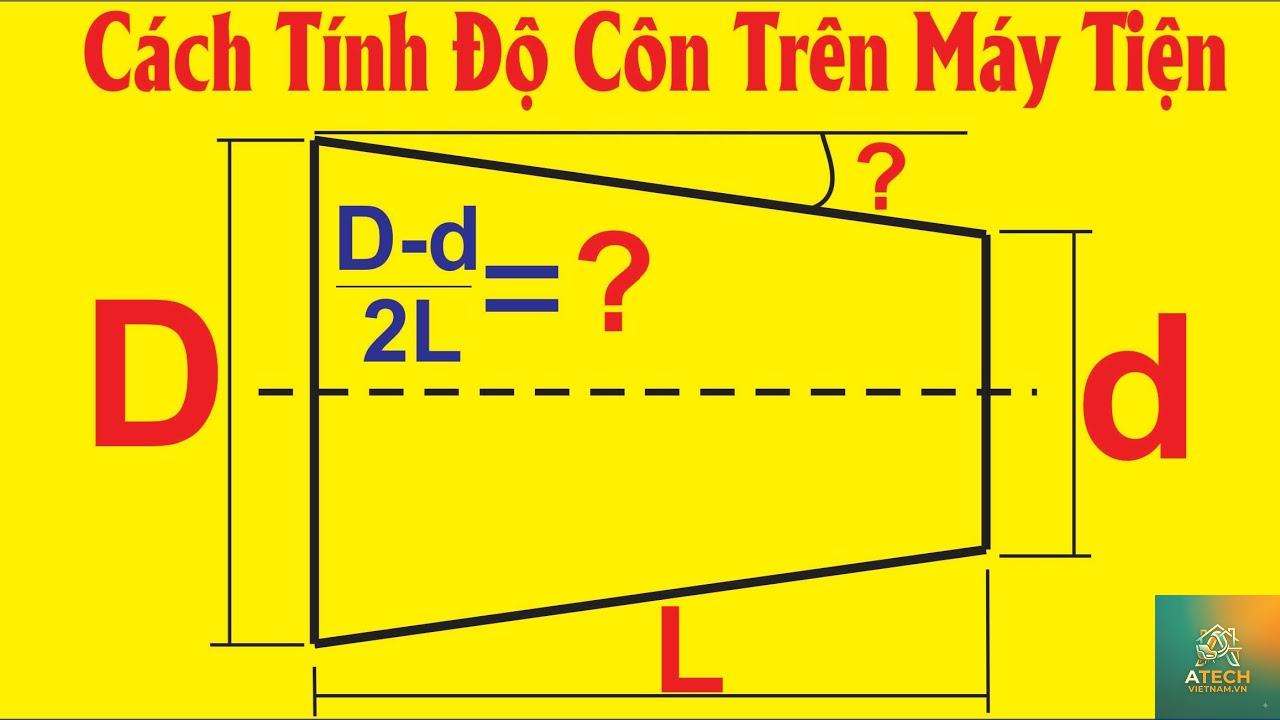
Độ côn được ký hiệu là C và được định nghĩa bằng tỷ số giữa hiệu số đường kính và chiều dài của đoạn côn. Công thức tổng quát được biểu diễn như sau:
C = (D – d) / L
Trong đó:
D là đường kính lớn nhất của mặt côn (thường tại đế)
d là đường kính nhỏ nhất của mặt côn (thường tại đỉnh)
L là chiều dài của phần côn (tính dọc theo trục)
Ví dụ đơn giản: Một trục côn có đường kính lớn 50mm, đường kính nhỏ 30mm và chiều dài phần côn 100mm. Độ côn được tính: C = (50 – 30) / 100 = 0,2. Kết quả này có nghĩa là cứ mỗi 1mm chiều dài, đường kính giảm 0,2mm.
Phân loại độ côn theo tiêu chuẩn và ứng dụng
Độ côn hệ mét
Độ côn hệ mét thường được sử dụng phổ biến ở châu Âu và nhiều nước công nghiệp phát triển. Các giá trị phổ biến bao gồm độ côn 1:20, 1:30, 1:50. Trong đó, tỷ số 1:20 có nghĩa là cứ 20mm chiều dài thì đường kính thay đổi 1mm. Công thức tính độ côn trong trường hợp này được biểu diễn dưới dạng phân số như 1: x.
Độ côn Morse
Độ côn Morse là tiêu chuẩn được phát minh bởi Stephen A. Morse, thường dùng trong trục chính máy khoan, máy phay và các đầu côn dụng cụ cắt. Các số hiệu từ 0 đến 7 có độ côn gần nhưng không hoàn toàn giống nhau. Công thức tính độ côn Morse dựa trên tiêu chuẩn ANSI B5.10, với độ côn khoảng 1:19,002 đến 1:20,047 tùy vào số hiệu.
Độ côn Jarno và Brown & Sharpe
Jarno và Brown & Sharpe là hai loại độ côn ít phổ biến hơn nhưng vẫn được sử dụng trong một số máy công cụ đặc thù. Độ côn Jarno có tỷ lệ 1:20, trong khi Brown & Sharpe thường có độ côn khoảng 1:20.833.
Bảng tổng hợp các loại độ côn tiêu chuẩn
Loại độ côn
Tỷ lệ độ côn
Góc côn (độ)
Ứng dụng chính
Mét 1:20
0,05
2,86
Trục chính máy tiện
Mét 1:30
0,0333
1,91
Trục côn truyền động
Mét 1:50
0,02
1,14
Chốt định vị
Morse số 2
0,0500
2,86
Đầu côn máy khoan
Morse số 3
0,0521
2,98
Trục chính phay
Morse số 4
0,0524
3,00
Mâm cặp máy công cụ
Jarno
0,0500
2,86
Thiết bị đo lường
Brown & Sharpe
0,0480
2,75
Dụng cụ cắt gọt
Cách tính góc côn từ độ côn
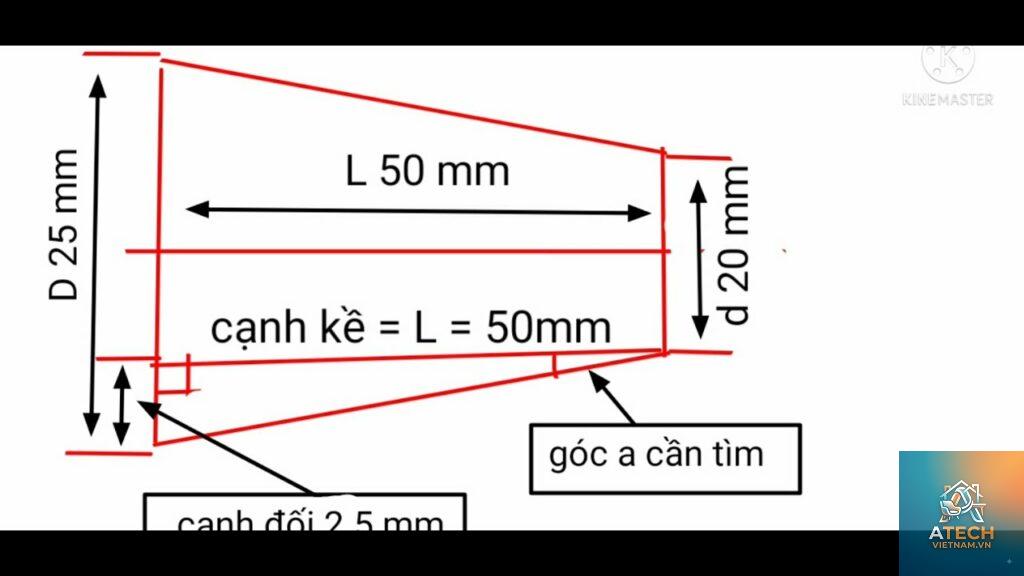
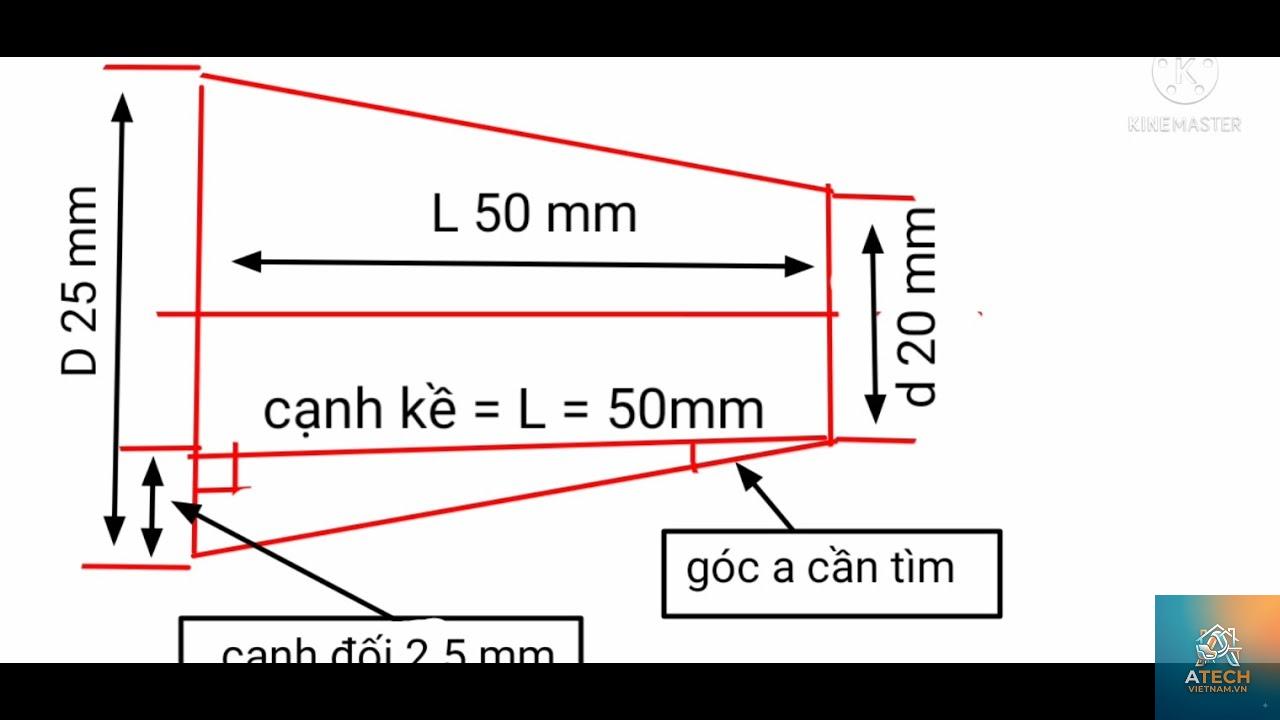
Trong nhiều trường hợp, kỹ thuật viên cần chuyển đổi giữa độ côn và góc côn để phục vụ cho quá trình gia công trên máy tiện hoặc máy mài. Góc côn (α) thường được tính bằng công thức lượng giác:
tan(α/2) = (D – d) / (2L)
Trong đó α là góc ở đỉnh hình nón. Từ công thức tính độ cơn C = (D – d) / L, ta có thể suy ra:
Như vậy, nếu biết độ côn là 0,2, thì tan(α/2) = 0,1, suy ra α/2 = arctan(0,1) ≈ 5,71°, do đó α ≈ 11,42°. Việc chuyển đổi này giúp thợ tiện chỉnh góc dao chính xác khi gia công mặt côn.
Ứng dụng công thức tính độ côn trong thiết kế và sản xuất
Thiết kế trục côn cho hộp số
Trong hộp số cơ khí, các trục côn được sử dụng để kết nối giữa các bánh răng hoặc với ổ bi. Công thức tính độ cơn giúp kỹ sư xác định kích thước chính xác của đoạn côn sao cho lực siết và ma sát đáp ứng yêu cầu truyền mô-men xoắn. Thông thường, độ côn từ 1:50 đến 1:30 được lựa chọn để tạo sự tự hãm mà không gây kẹt cứng.
Gia công lỗ côn trên máy tiện
Khi gia công lỗ côn trên máy tiện, người thợ thường sử dụng đồ gá xoay hoặc bàn dao trên. Công thức tính độ cơn được dùng để tính toán góc xoay của bàn dao. Ví dụ, cần gia công lỗ côn có đường kính lớn 60mm, đường kính nhỏ 40mm, chiều dài 120mm. Độ côn C = (60-40)/120 = 0,1667. Sau đó, tính góc xoay của bàn dao: α/2 = arctan(0,1667/2) = arctan(0,08335) ≈ 4,76°. Bàn dao được xoay 4,76° để thực hiện cắt gọt.
Kiểm tra độ côn bằng dưỡng
Dưỡng kiểm tra độ côn là dụng cụ chuyên dụng được chế tạo sẵn với độ chính xác cao. Kỹ thuật viên sử dụng công thức tính độ cơn để thiết kế dưỡng kiểm cho từng loại chi tiết cụ thể. Việc đo đạc thực tế bằng dưỡng cho phép phát hiện sai lệch chỉ vài micromet, đảm bảo chất lượng sản phẩm.
Sai lầm thường gặp khi tính độ côn và cách khắc phục
Nhầm lẫn giữa độ côn và độ dốc
Độ dốc (taper ratio) thường bị nhầm với độ côn. Độ dốc được định nghĩa là (D-d)/(2L), tức là một nửa độ côn. Trong khi đó, công thức tính độ cơn sử dụng toàn bộ chênh lệch đường kính. Sai sót này dẫn đến việc gia công sai góc côn, làm chi tiết không lắp vừa. Cách khắc phục: luôn kiểm tra chặt chẽ công thức theo tiêu chuẩn của bản vẽ. Nếu bản vẽ ghi độ côn 1:20 thì hệ số là 0,05, nhưng nếu ghi độ dốc 1:20 thì hệ số là 0,025 và góc sẽ khác.
Không tính đến dung sai chế tạo
Khi tính toán độ côn lý thuyết, kỹ thuật viên thường bỏ qua dung sai cho phép. Thực tế, các tiêu chuẩn như ISO 3040 đưa ra khoảng dung sai cho độ côn. Ví dụ, với độ côn danh nghĩa 0,05, dung sai có thể là ±0,002. Nếu không đưa dung sai vào, chi tiết có thể vượt quá giới hạn cho phép. Cách khắc phục: luôn tính thêm khoảng dung sai trong công thức tính độ côn và trong quy trình gia công.
Sai sót khi chuyển đổi đơn vị đo
Các bản vẽ kỹ thuật có thể sử dụng đơn vị inch hoặc mm. Công thức tính độ côn không quan tâm đến đơn vị nếu chúng đồng nhất. Tuy nhiên, khi kết hợp dữ liệu từ nhiều nguồn, dễ dẫn đến sai số. Cách khắc phục: chuyển tất cả kích thước về cùng một hệ đơn vị trước khi tính toán.
Phương pháp gia công độ côn chính xác cao
Phương pháp xoay bàn dao
Trên máy tiện vạn năng, việc xoay bàn dao trên một góc bằng nửa góc côn là cách phổ biến nhất. Công thức tính độ côn giúp xác định góc xoay chính xác. Sau khi tính góc, người thợ dùng thước đo góc hoặc đồng hồ so để căn chỉnh. Phương pháp này đạt độ chính xác khoảng ±0,02mm trên chiều dài 100mm.
Phương pháp dùng thước côn
Thước côn (taper attachment) là thiết bị chuyên dụng gắn trên máy tiện, cho phép gia công côn dài với độ chính xác cao. Công thức tính độ côn được dùng để điều chỉnh thước. Thước côn có thể gia công độ côn lên đến 1:10 với sai số nhỏ hơn 0,01mm.
Phương pháp mài côn
Đối với các chi tiết yêu cầu độ chính xác cao như trục chính máy công cụ, phương pháp mài côn được sử dụng. Công thức tính độ côn ở đây kết hợp với quá trình đo liên tục bằng máy đo tọa độ. Độ côn sau mài có thể đạt cấp chính xác IT5 đến IT6.
Lưu ý quan trọng khi sử dụng công thức tính độ côn
Khi áp dụng công thức tính độ côn vào thực tế, cần chú ý đến loại hình côn. Có hai loại côn chính: côn ngoài (trục côn) và côn trong (lỗ côn). Công thức hoàn toàn giống nhau nhưng hướng đo có thể thay đổi. Đối với côn ngoài, D là đường kính lớn nhất ở phần gốc, d là đường kính nhỏ nhất ở phần đầu. Với côn trong, D là đường kính lớn nhất ở miệng lỗ, d là đường kính nhỏ nhất ở đáy lỗ.
Ngoài ra, bề mặt côn phải được đo tại các mặt cắt vuông góc với trục. Nếu đo sai vị trí, kết quả sẽ không chính xác. Sử dụng đồng hồ so và thước kẹp chuyên dụng để đảm bảo độ chính xác khi đo các đường kính D và d.
Một yếu tố khác là điều kiện nhiệt độ khi gia công. Vật liệu giãn nở dưới tác dụng của nhiệt, làm thay đổi kích thước thực tế. Nếu gia công trong điều kiện nóng, cần tính đến hệ số giãn nở nhiệt để điều chỉnh công thức tính độ côn cho phù hợp.
So sánh các phương pháp xác định độ côn
Phương pháp
Độ chính xác
Thiết bị cần có
Thời gian thực hiện
Phù hợp sản xuất
Tính toán từ kích thước đo
±0,05mm
Thước kẹp, panme
Nhanh
Sản xuất đơn chiếc
Dùng dưỡng côn
±0,01mm
Dưỡng kiểm chuyên dụng
Trung bình
Hàng loạt
Máy đo tọa độ CMM
±0,002mm
Máy CMM, phần mềm
Chậm
Kiểm tra chất lượng
So sánh với góc mẫu
±0,02mm
Góc mẫu, đồng hồ so
Nhanh
Bảo dưỡng, sửa chữa
Ví dụ thực tế tính độ côn cho chi tiết cơ khí
Một xí nghiệp cần gia công trục côn cho máy ép thủy lực với các thông số: đường kính lớn D = 80mm, đường kính nhỏ d = 64mm, chiều dài đoạn côn L = 160mm. Sử dụng công thức tính độ côn: C = (80 – 64) / 160 = 0,1. Đây là độ côn hệ mét 1:10. Góc côn đỉnh α = 2 × arctan(0,1/2) = 2 × arctan(0,05) = 2 × 2,86° = 5,72°.
Nếu bản vẽ yêu cầu dung sai ±0,001 cho độ côn, thì khoảng cho phép là 0,099 đến 0,101. Điều này tương đương với sai số đường kính khoảng ±0,16mm trên chiều dài 160mm. Người thợ cần theo dõi liên tục trong quá trình gia công bằng cách đo định kỳ và điều chỉnh.
Câu hỏi thường gặp về công thức tính độ côn
Làm thế nào để tính độ côn khi chỉ biết góc côn?
Nếu biết góc côn đỉnh α, ta tính độ côn bằng công thức: C = 2 × tan(α/2). Ví dụ góc côn 10°, tan(5°) = 0,0875, nhân 2 được 0,175. Đây là độ cơn tương ứng.
Độ côn âm có ý nghĩa gì trong gia công?
Độ côn âm xảy ra khi đường kính lớn hơn ở đỉnh và nhỏ hơn ở đế, tạo thành côn ngược. Công thức tính độ cơn vẫn cho kết quả âm, nhưng trong thực tế người ta thường lấy trị tuyệt đối và chỉ rõ hướng.
Tại sao cần kiểm tra độ côn sau khi gia công nhiệt luyện?
Nhiệt luyện làm thay đổi kích thước do chuyển pha và ứng suất. Cần đo lại độ côn sau khi xử lý nhiệt vì sai lệch có thể vượt quá dung sai cho phép. Sử dụng công thức tính độ côn để so sánh với giá trị trước nhiệt luyện.
Độ côn 1:50 ứng dụng trong lĩnh vực nào?
Độ côn 1:50 thường được dùng trong các chốt định vị, trục côn của máy công cụ nhỏ và các mối ghép cần khả năng tự hãm nhẹ. Nó phổ biến trong đồ gá và khuôn mẫu.
Kết luận
Công thức tính độ cơn là kiến thức nền tảng không thể thiếu trong lĩnh vực cơ khí chế tạo. Từ việc tính toán đơn giản cho chi tiết hình nón cụt, kỹ thuật viên có thể mở rộng sang các bài toán phức tạp hơn liên quan đến góc côn, dung sai và ứng dụng thực tế. Nắm vững công thức C = (D – d) / L và các biến thể của nó giúp tối ưu hóa quy trình thiết kế, giảm sai sót gia công và nâng cao chất lượng sản phẩm.
Trong bối cảnh công nghiệp hiện đại, việc kết hợp công thức tính độ côn với các công cụ đo lường điện tử và phần mềm CAD/CAM cho phép đạt độ chính xác micromet, đáp ứng yêu cầu ngày càng khắt khe của thị trường. Mỗi kỹ thuật viên cần thực hành thường xuyên để áp dụng thành thạo công thức vào các tình huống thực tế, đồng thời cập nhật liên tục các tiêu chuẩn mới về độ côn trong nước và quốc tế.