Thời gian gia công là một trong những thông số quan trọng nhất trong lập trình sản xuất và định giá thành phẩm. Việc xác định chính xác cách tính thời gian gia công giúp doanh nghiệp tối ưu hóa năng suất máy móc, lên kế hoạch sản xuất hiệu quả và dự toán chi phí nhân công, điện năng. Đối với các xưởng cơ khí, một sai số nhỏ trong tính toán thời gian có thể dẫn đến chậm tiến độ hoặc đội chi phí sản xuất. Bài viết này cung cấp công thức chi tiết, các yếu tố ảnh hưởng và ví dụ thực tế giúp bạn làm chủ cách tính thời gian gia công cho từng nguyên công cụ thể.
Tổng Quan Về Thời Gian Gia Công Trong Sản Xuất Cơ Khí
Thời gian gia công là tổng thời gian cần thiết để hoàn thành một chi tiết hoặc một nguyên công trên máy công cụ. Thông số này không chỉ bao gồm thời gian cắt gọt trực tiếp mà còn tính cả thời gian phụ trợ như gá đặt phôi, thay dao, đo kiểm. Trong thực tế sản xuất, cách tính thời gian gia công thường được chia làm hai loại chính: thời gian gia công cơ bản (thời gian máy chạy có cắt) và thời gian gia công phụ (thời gian không cắt). Việc hiểu rõ từng loại giúp kỹ sư và người vận hành đưa ra con số chính xác nhất.
Phân Loại Thời Gian Gia Công Chi Tiết
Thời Gian Gia Công Cơ Bản (T0)
Đây là khoảng thời gian máy thực hiện quá trình cắt gọt vật liệu. Thời gian này phụ thuộc trực tiếp vào chế độ cắt (tốc độ cắt, lượng chạy dao, chiều sâu cắt) và hành trình dao. Công thức tính thường dựa trên chiều dài gia công và lượng chạy dao vòng hoặc lượng chạy dao phút.
Bao gồm các thao tác cần thiết nhưng không trực tiếp cắt gọt: gá phôi, tháo phôi, điều chỉnh dao, di chuyển dao nhanh, đo kích thước, kiểm tra. Thời gian phụ thường chiếm 20-40% tổng thời gian gia công một chi tiết, tùy vào mức độ tự động hóa của máy.
Thời Gian Phục Vụ Kỹ Thuật Và Tổ Chức
Thời gian thay dao mòn, lau chùi máy, cấp dầu bôi trơn, nhận ca. Các khoản này thường được tính theo tỷ lệ phần trăm so với thời gian cơ bản hoặc tổng thời gian ca làm việc.
Công Thức Tính Thời Gian Gia Công Cho Các Nguyên Công Phổ Biến
1. Cách Tính Thời Gian Gia Công Tiện
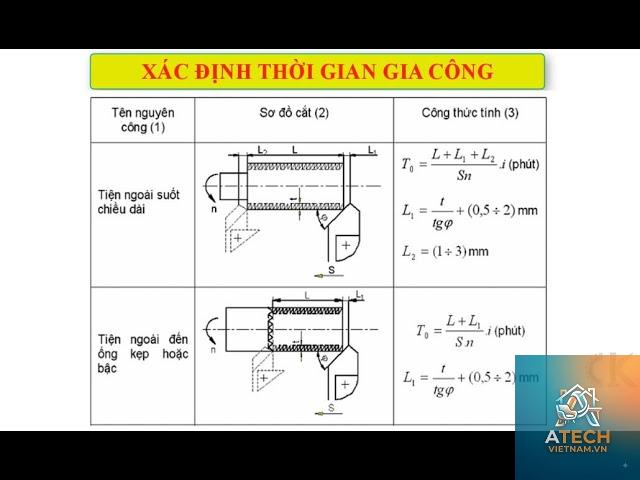
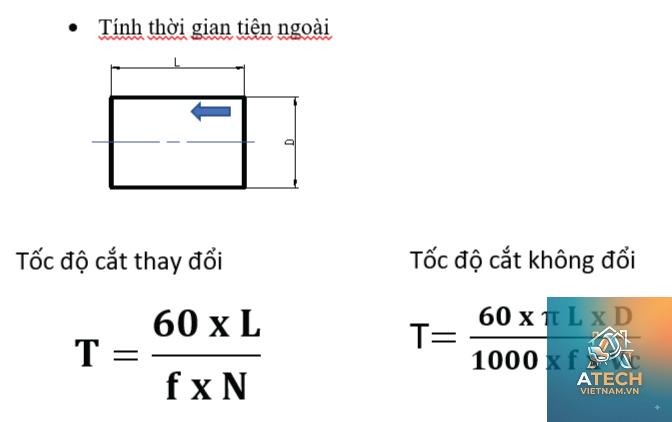
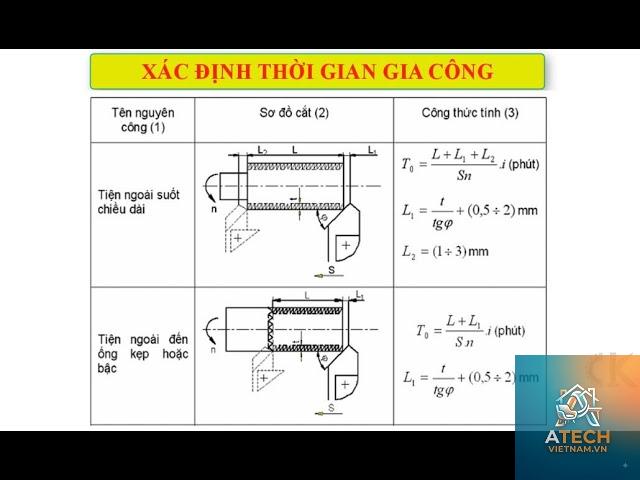
Đối với tiện dọc trục (tiện mặt trụ ngoài hoặc trong), thời gian cơ bản được tính bằng:
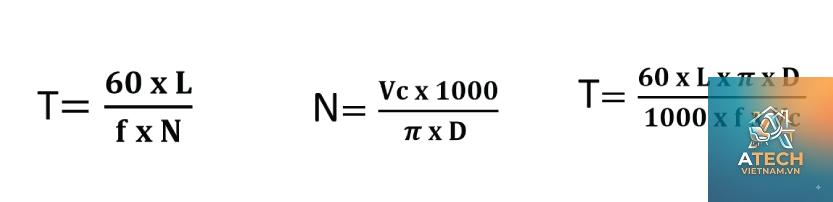
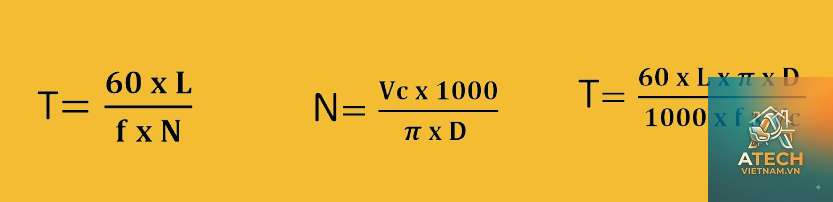
T0 = L / (S × n)
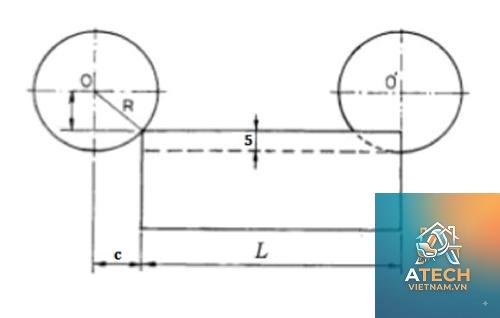
L: Chiều dài hành trình cắt (mm) – bao gồm chiều dài chi tiết + lượng vào dao + lượng thoát dao.
S: Lượng chạy dao vòng (mm/vòng).
n: Số vòng quay trục chính (vòng/phút).
Ví dụ: Tiện một trục dài 200 mm, lượng vào dao 5 mm, lượng thoát dao 3 mm. L = 200 + 5 + 3 = 208 mm. Chạy dao S = 0.3 mm/vòng, n = 600 vòng/phút. T0 = 208 / (0.3 × 600) = 1.156 phút ≈ 1 phút 9 giây.
2. Cách Tính Thời Gian Gia Công Phay
Đối với phay mặt phẳng hoặc phay rãnh, thời gian cơ bản phụ thuộc vào chiều dài phay, bước tiến dao và số lần cắt. Công thức tổng quát:
T0 = (L × i) / (S × n × z)
L: Chiều dài hành trình dao (mm) – gồm chiều dài phôi + vào/ra dao.
i: Số lần cắt (tùy chiều sâu cắt và lượng dư).
S: Lượng chạy dao mỗi răng (mm/răng).
n: Số vòng quay trục chính (vòng/phút).
z: Số răng dao phay.
Ví dụ: Phay một mặt phẳng rộng 100 mm với dao phay mặt đầu 4 răng, L = 120 mm (cả vào/ra), i = 2 lần cắt, S = 0.1 mm/răng, n = 800 vòng/phút. T0 = (120 × 2) / (0.1 × 800 × 4) = 240 / 320 = 0.75 phút = 45 giây.
3. Cách Tính Thời Gian Gia Công Khoan
Đối với nguyên công khoan lỗ suốt hoặc lỗ bậc, thời gian cơ bản được tính:
T0 = L / (S × n)
Trong đó L = chiều sâu khoan + 0.3 × D (vào dao) + 0.3 × D (thoát dao) với D là đường kính mũi khoan. Hoặc đơn giản hơn: L = chiều sâu lỗ + (2-5 mm) tùy đường kính.
Ví dụ: Khoan lỗ sâu 50 mm, đường kính 10 mm, L = 50 + 3 + 3 = 56 mm. n = 1200 vòng/phút, S = 0.15 mm/vòng. T0 = 56 / (0.15 × 1200) = 56 / 180 ≈ 0.311 phút ≈ 18.7 giây.
V_trục: Tốc độ quay đá mài (thường không ảnh hưởng trực tiếp đến thời gian nhưng ảnh hưởng chế độ cắt).
Công thức này phức tạp hơn vì có nhiều thông số động học. Thực tế, thời gian mài thường được tra bảng hoặc dùng phần mềm CAM.
Các Yếu Tố Ảnh Hưởng Đến Cách Tính Thời Gian Gia Công
Yếu tố
Mô tả
Ảnh hưởng
Vật liệu gia công
Độ cứng, độ dẻo, tính cắt gọt
Vật liệu cứng yêu cầu tốc độ cắt thấp hơn, làm tăng thời gian cơ bản
Dụng cụ cắt
Vật liệu dao, góc cắt, độ mòn
Dao hợp kim cứng cho phép tốc độ cao hơn dao thép gió, giảm thời gian
Máy công cụ
Công suất, độ cứng vững, tốc độ trục chính
Máy hiện đại với điều khiển số (CNC) giảm thời gian phụ đáng kể
Độ chính xác yêu cầu
Dung sai, độ nhám bề mặt
Yêu cầu cao hơn thường phải tăng số lần cắt hoặc giảm chế độ cắt
Trang bị công nghệ
Đồ gá, cơ cấu kẹp chặt
Đồ gá nhanh giảm thời gian gá đặt phôi
Trình độ người vận hành
Kỹ năng, kinh nghiệm
Người có tay nghề cao giảm thời gian phụ và hạn chế sai sót
Ứng Dụng Thực Tế Của Cách Tính Thời Gian Gia Công
Trong các xưởng sản xuất hàng loạt, thời gian gia công được dùng để tính năng suất máy và số lượng sản phẩm mỗi ca. Ví dụ, nếu thời gian gia công một chi tiết là 5 phút (gồm 3 phút cơ bản và 2 phút phụ), thì trong 8 tiếng (480 phút), năng suất lý thuyết là 480/5 = 96 sản phẩm. Nhưng cần trừ hao hụt do thay dao, bảo trì, nghỉ ngơi, thường chỉ đạt 80-90% công suất thiết kế.
Trong chế tạo khuôn mẫu, thời gian gia công quyết định tiến độ giao hàng. Kỹ sư lập trình CNC cần tính toán thời gian chạy máy dựa trên đường chạy dao, tốc độ cắt và bước tiến. Các phần mềm CAM hiện đại như Mastercam, NX, PowerMill tự động tính toán thời gian gia công dựa trên thông số nhập vào, giúp tối ưu hóa quy trình và dự toán chính xác.
Sai Lầm Thường Gặp Khi Tính Thời Gian Gia Công
Bỏ qua lượng vào dao và thoát dao: Nhiều người chỉ tính chiều dài phôi, dẫn đến thiếu thời gian thực tế từ 5-15%.
Sử dụng chế độ cắt lý thuyết quá cao: Thông số từ sổ tay không phải lúc nào cũng áp dụng được do độ cứng vững thực tế của máy và phôi. Đặt chế độ cắt quá cao gây rung động, mòn dao nhanh, thậm chí hỏng máy.
Không tính đến thời gian thay dao và điều chỉnh: Với các nguyên công phức tạp cần nhiều dao, thời gian thay dao có thể chiếm 10-20% tổng thời gian.
Quên kiểm tra kích thước trung gian: Đối với chi tiết có dung sai chặt, phải dừng máy nhiều lần để đo, làm tăng thời gian phụ.
Không cập nhật thời gian phụ theo mức độ tự động hóa: Máy CNC hiện đại có thể tự động thay dao, đo phôi, giảm thời gian phụ xuống rất thấp so với máy thường.
Lưu Ý Quan Trọng Khi Áp Dụng Cách Tính Thời Gian Gia Công
Khi tính thời gian cho sản xuất thực tế, cần phân biệt rõ giữa thời gian định mức (norm time) và thời gian thực tế (actual time). Thời gian định mức là cơ sở để tính lương, giá thành và kế hoạch, thường được xây dựng từ các bảng tra tiêu chuẩn hoặc phương pháp bấm giờ. Thời gian thực tế có thể chênh lệch do nhiều yếu tố khách quan như phôi không đồng nhất, máy cũ, dao kém chất lượng. Do đó, khi áp dụng cách tính thời gian gia công theo công thức lý thuyết, cần nhân thêm hệ số an toàn từ 1.1 đến 1.3 tùy điều kiện cụ thể.
Nên sử dụng kết hợp nhiều phương pháp: tính toán công thức kết hợp với thực nghiệm và phần mềm mô phỏng. Các xưởng sản xuất hiện đại thường xây dựng cơ sở dữ liệu chế độ cắt riêng, tích hợp vào hệ thống CAM để tự động hóa việc tính toán thời gian gia công cho từng chi tiết cụ thể.
Câu Hỏi Thường Gặp Về Cách Tính Thời Gian Gia Công
Làm thế nào để tính thời gian gia công cho nguyên công tiện ren?
Thời gian tiện ren phụ thuộc vào bước ren, đường kính và số lần cắt. Công thức gần đúng: T0 = (L × i) / (S × n), trong đó i là số lát cắt, L là chiều dài ren cần cắt. Thông thường, tiện ren cần 4-8 lát cắt tùy vật liệu và bước ren.
Cách tính thời gian gia công CNC có khác gì so với máy thường?
Về cơ bản công thức tính thời gian cơ bản không khác, nhưng thời gian phụ trên máy CNC giảm đáng kể nhờ tự động thay dao, gá đặt nhanh và di chuyển tốc độ cao. Ngoài ra, máy CNC cho phép chạy nhiều bước gia công liên tục, cần tính thời gian tổng cộng từng bước cộng dồn.
Có phần mềm nào hỗ trợ tính thời gian gia công tự động không?
Có rất nhiều. Các phần mềm CAM như NX, CATIA, Mastercam, SolidCAM có chức năng tính thời gian gia công tự động dựa trên model 3D và thông số cắt. Ngoài ra còn có các công cụ chuyên dụng như NCProgrammer, Predator CNC Editor.
Thời gian gia công thô và gia công tinh khác nhau thế nào?
Gia công thô thường dùng chiều sâu cắt lớn, lượng chạy dao cao, tốc độ cắt thấp hơn để nhanh chóng lấy đi phần lớn lượng dư. Gia công tinh ngược lại, dùng chiều sâu cắt nhỏ, chạy dao chậm, tốc độ cắt cao hơn để đạt độ chính xác và nhám bề mặt tốt. Thời gian gia công tinh thường chiếm 20-40% tổng thời gian gia công.
Làm sao để giảm thời gian gia công mà vẫn đảm bảo chất lượng?
Tối ưu hóa chế độ cắt trong vùng an toàn của dao và máy. Sử dụng dao phủ lớp chịu nhiệt, thiết kế đồ gá nhanh, và lập trình đường chạy dao hiệu quả (giảm di chuyển không cắt). Áp dụng gia công tốc độ cao (HSM) cho các chi tiết phức tạp cũng giúp giảm đáng kể thời gian.
Kết Luận
Cách tính thời gian gia công không chỉ là áp dụng công thức cứng nhắc mà còn đòi hỏi sự hiểu biết sâu về chế độ cắt, vật liệu, thiết bị và quy trình sản xuất. Mỗi nguyên công có đặc thù riêng, cần linh hoạt điều chỉnh thông số để đạt độ chính xác cao nhất. Việc nắm vững các yếu tố ảnh hưởng, sai lầm thường gặp và ứng dụng công nghệ hỗ trợ sẽ giúp doanh nghiệp tối ưu hóa sản xuất, giảm chi phí và nâng cao năng lực cạnh tranh. Hy vọng bài viết đã cung cấp cho bạn kiến thức toàn diện và thực tiễn về cách tính thời gian gia công trong lĩnh vực cơ khí chế tạo.