Trong gia công cơ khí, công thức tính chiều sâu cắt đóng vai trò then chốt quyết định chất lượng bề mặt, tuổi thọ dụng cụ và năng suất gia công. Chiều sâu cắt là một trong ba thông số cắt cơ bản (cùng với tốc độ cắt và lượng chạy dao) mà bất kỳ kỹ sư hay thợ vận hành máy CNC nào cũng phải nắm vững. Bài viết này sẽ trình bày chi tiết các công thức tính toán, cách áp dụng thực tế và những sai lầm thường gặp để bạn tối ưu quá trình gia công một cách hiệu quả nhất.
Chiều sâu cắt (thường ký hiệu là ap hoặc t) là khoảng cách giữa bề mặt phôi trước và sau khi thực hiện một lần cắt theo phương vuông góc với bề mặt gia công. Nói cách khác, đó là độ dày của lớp vật liệu bị loại bỏ trong một lần chạy dao.
Thông số này ảnh hưởng trực tiếp đến:
Lực cắt và công suất tiêu thụ: Chiều sâu cắt càng lớn, lực cắt càng tăng, yêu cầu công suất máy cao hơn.
Tuổi thọ dụng cụ cắt: Cắt sâu quá mức có thể gây mẻ lưỡi, mài mòn nhanh.
Chất lượng bề mặt: Cắt quá nông có thể gây rung động, cắt sâu quá gây nhiệt tập trung.
Hiệu suất gia công: Tối ưu chiều sâu giúp rút ngắn thời gian máy, tăng năng suất.
Công Thức Tính Chiều Sâu Cắt Cơ Bản Trong Tiện
Công thức tổng quát cho tiện ngoài và tiện trong
Đối với nguyên công tiện, chiều sâu cắt thường được tính theo đường kính phôi. Công thức cơ bản là:
ap = (D – d) / 2
Trong đó:
D: Đường kính phôi trước khi cắt (mm)
d: Đường kính phôi sau khi cắt (mm)
ap: Chiều sâu cắt (mm)
Ví dụ minh họa
Gia công một trục từ đường kính 50 mm xuống 46 mm trong một lần cắt. Áp dụng công thức:
ap = (50 – 46) / 2 = 2 mm
Như vậy, chiều sâu cắt cho lần chạy dao đó là 2 mm. Đây là giá trị thường thấy trong tiện thô thép C45 khi sử dụng dao hợp kim.
Công thức khi tiện mặt đầu
Với tiện mặt đầu, chiều sâu cắt được tính bằng độ chênh lệch khoảng cách từ mũi dao đến bề mặt phôi theo phương dọc trục. Thông thường, người vận hành đặt trực tiếp giá trị này trên máy CNC dưới dạng bước tiến theo trục Z.
Công Thức Tính Chiều Sâu Cắt Trong Phay
Phay mặt phẳng (phay mặt đầu)
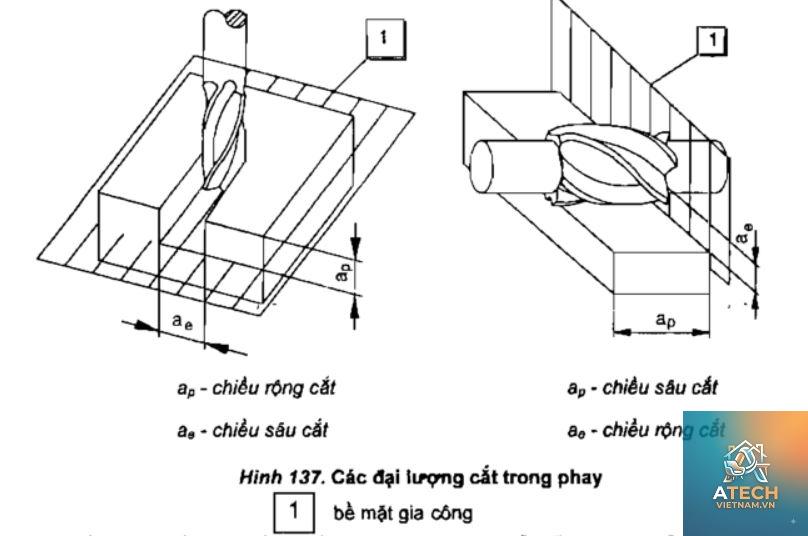
Trong phay, chiều sâu cắt được chia làm hai loại:
Chiều sâu cắt hướng kính (ae): Là độ rộng của vùng cắt theo phương vuông góc với trục dao. Đây là chiều rộng cắt lớn hơn chiều sâu cắt trong phay mặt đầu.
Chiều sâu cắt hướng trục (ap): Là độ sâu theo phương dọc trục dao, thường là chiều dày lớp vật liệu bị cắt bỏ.
Công thức tính lượng dư cần cắt bỏ:
Nếu cần hạ thấp bề mặt phôi từ độ cao H1 xuống H2:
ap = H1 – H2
Giá trị này được lập trình trực tiếp trên máy phay CNC dưới dạng Z-depth.
Ví dụ trong phay mặt phẳng
Phôi ban đầu dày 20 mm, cần gia công xuống còn 18 mm trong một lần cắt. Chiều sâu cắt ap = 20 – 18 = 2 mm. Nếu gia công thô, có thể chia làm nhiều lần với ap = 1 mm/lần.
Phay rãnh và phay hốc
Đối với phay rãnh có chiều sâu rãnh S, cần tính toán chiều sâu cắt từng lớp khi phay xuống:
ap = S / n
Trong đó n là số lần chạy dao (lớp cắt). Thông thường, chiều sâu cắt mỗi lớp không vượt quá 0,5 lần đường kính dao phay ngón.
Công Thức Tính Chiều Sâu Cắt Trong Khoan
Với nguyên công khoan lỗ, chiều sâu cắt chính là bán kính mũi khoan. Công thức:
ap = d / 2
Trong đó d là đường kính mũi khoan.
Lưu ý: Khoan lỗ sâu có thể chia làm nhiều lần bước (peck drilling), mỗi lần khoan xuống một chiều sâu nhất định (thường 2-3 lần đường kính) để thoát phoi tốt hơn.
Bảng Tra Chiều Sâu Cắt Theo Vật Liệu Và Dụng Cụ
Loại vật liệu
Dụng cụ cắt
Chiều sâu cắt (mm) – Tiện thô
Chiều sâu cắt (mm) – Tiện tinh
Thép C45
Hợp kim cứng (Carbide)
2 – 4
0,3 – 0,8
Thép hợp kim Cr12
Carbide phủ
1,5 – 3
0,2 – 0,5
Nhôm 6061
Carbide / HSS
4 – 6
0,5 – 1,5
Inox 304
Carbide phủ
1 – 2
0,2 – 0,4
Gang xám
Carbide
3 – 5
0,4 – 1,0
Đồng thau
HSS / Carbide
3 – 5
0,5 – 1,2
Bảng trên chỉ mang tính tham khảo. Giá trị chiều sâu cắt thực tế phụ thuộc vào độ cứng máy, độ nhám yêu cầu và khả năng thoát phoi.
Yếu Tố Ảnh Hưởng Đến Chiều Sâu Cắt
Khi áp dụng công thức tính chiều sâu cắt vào thực tế, cần xem xét các yếu tố sau:
Độ cứng vững của hệ thống máy – phôi – dao
Máy yếu, phôi mảnh hoặc dao quá dài sẽ bị rung nếu chiều sâu cắt quá lớn. Cần giảm ap để tránh rung động.
Khả năng chịu nhiệt và chống mài mòn của dụng cụ
Dao HSS thường chịu được chiều sâu cắt nhỏ hơn so với dao phủ carbide. Với các vật liệu cứng, nên cắt nông và giảm tốc độ cắt.
Lượng chạy dao và tốc độ cắt
Ba thông số này có tương quan mật thiết. Khi tăng chiều sâu cắt, thường phải giảm lượng chạy dao và tốc độ cắt để đảm bảo tuổi thọ dao.
Bề mặt gia công và yêu cầu độ nhám
Độ nhám Ra 1.6 µm cần chiều sâu cắt tinh nhỏ (0,2 – 0,5 mm). Gia công thô có thể chấp nhận ap lớn hơn nhưng bề mặt thô hơn.
Lợi Ích Của Việc Tính Toán Chiều Sâu Cắt Chính Xác
Giảm thời gian gia công nhờ tối ưu số lần chạy dao.
Kéo dài tuổi thọ dụng cụ cắt, tiết kiệm chi phí dao cụ.
Ổn định chất lượng bề mặt, giảm tỷ lệ phế phẩm.
Giảm rung động và tiếng ồn khi cắt, bảo vệ máy.
Hạn Chế Khi Chọn Chiều Sâu Cắt Quá Lớn Hoặc Quá Nhỏ
Chiều sâu cắt quá lớn
Lực cắt cao, dễ gây biến dạng phôi, dao gãy.
Nhiệt cắt tập trung, làm giảm độ cứng dao, cháy bề mặt.
Rung động mạnh, ảnh hưởng đến độ chính xác kích thước.
Chiều sâu cắt quá nhỏ
Lực cắt thấp nhưng dao có thể bị trượt thay vì cắt (hiện tượng ploughing).
Tăng thời gian gia công vì phải thực hiện nhiều đường chạy.
Mài mòn dao không đều, giảm hiệu suất.
So Sánh Chiều Sâu Cắt Giữa Các Nguyên Công
Nguyên công
Đặc điểm chiều sâu cắt
Khoảng giá trị thường dùng (mm)
Tiện thô
Lớn, loại bỏ nhiều vật liệu nhanh
2 – 6
Tiện tinh
Nhỏ, đảm bảo độ nhám và kích thước
0,1 – 0,8
Phay thô
Lớn, thường chia lớp
1 – 4 (tùy dao)
Phay tinh
Nhỏ, độ chính xác cao
0,2 – 0,6
Khoan
Bằng bán kính mũi khoan
0,5 – 20 (theo đường kính)
Mài
Rất nhỏ (vài phần trăm mm)
0,005 – 0,05
Ứng Dụng Thực Tế Của Công Thức Tính Chiều Sâu Cắt
Lập trình CNC
Trong các phần mềm CAM, chiều sâu cắt được định nghĩa trong các thông số cắt (Cut Parameters). Ví dụ, khi phay hốc vuông, người lập trình nhập chiều sâu mỗi lớp là 1 mm, và máy sẽ tự động thực hiện nhiều lần chạy dao cho đến khi đạt độ sâu tổng thể.
Xác định số lần chạy dao
Nếu tổng lượng dư gia công thô là 6 mm và máy cho phép chiều sâu cắt tối đa là 2 mm, thì cần chạy 3 lần (6 / 2 = 3). Công thức này giúp lập trình viên tính toán nhanh số bước cắt.
Tính toán công suất cắt
Công suất cắt Pc (kW) được tính bằng: Pc = (Fc × vc) / 60000. Trong đó lực cắt Fc phụ thuộc vào chiều sâu cắt. Nhờ đó, kỹ thuật viên có thể chọn máy phù hợp.
Sai Lầm Thường Gặp Khi Áp Dụng Công Thức Tính Chiều Sâu Cắt
1. Không xét đến bán kính mũi dao
Nhiều người tính chiều sâu cắt từ đường kính phôi nhưng quên rằng mũi dao có bán kính nhất định. Với dao có bán kính mũi 0,8 mm, không thể cắt với ap = 0,1 mm vì lưỡi dao sẽ bị trượt.
2. Chỉ dựa vào lý thuyết mà không thử nghiệm
Mỗi máy, mỗi phôi, mỗi dao đều khác nhau. Công thức chỉ cho kết quả gần đúng. Cần chạy thử và điều chỉnh tăng/giảm chiều sâu cắt trong quá trình vận hành.
3. Nhầm lẫn giữa chiều sâu cắt và lượng dư tổng thể
Chiều sâu cắt là giá trị mỗi lần chạy dao, không phải tổng lượng dư. Nếu cần hạ 10 mm, không thể đặt ap = 10 mm một lần (trừ khi máy đặc biệt).
4. Bỏ qua điều kiện thoát phoi
Cắt quá sâu khi khoan hoặc phay rãnh làm phoi bít kín, gây nóng và kẹt dao. Cần tính toán chiều sâu mỗi lần khoan dựa trên chiều dài thoát phoi.
Lưu Ý Quan Trọng Khi Tính Và Chọn Chiều Sâu Cắt
Luôn kiểm tra khả năng chịu tải của dao: dao càng to thì có thể cắt sâu hơn.
Với gia công thô, ưu tiên chiều sâu cắt lớn kết hợp lượng chạy dao vừa phải để tiết kiệm thời gian.
Với gia công tinh, ưu tiên chiều sâu cắt nhỏ và lượng chạy dao nhỏ để đạt độ nhám tốt.
Sử dụng dung dịch trơn nguội hợp lý: cắt sâu sinh nhiệt lớn, cần làm mát đầy đủ.
Đọc kỹ catalogue của hãng dao: mỗi loại dao có bảng tra chiều sâu cắt khuyến nghị cho từng vật liệu.
FAQ – Những Câu Hỏi Thường Gặp Về Công Thức Tính Chiều Sâu Cắt
Chiều sâu cắt ảnh hưởng như thế nào đến độ nhám bề mặt?
Khi chiều sâu cắt quá lớn, lực cắt và rung động tăng, bề mặt trở nên thô hơn. Ngược lại, cắt quá nhỏ có thể gây trượt và làm hỏng bề mặt. Đối với bề mặt tinh, thường dùng ap từ 0,2 đến 0,5 mm.
Làm thế nào để xác định chiều sâu cắt tối đa cho một dao cụ?
Tham khảo khuyến nghị của nhà sản xuất dao, kết hợp với đường kính dao và độ cứng máy. Nguyên tắc chung: chiều sâu cắt không vượt quá 0,5 lần đường kính dao phay và không vượt quá 0,8 lần cạnh cắt chính của dao tiện.
Công thức tính chiều sâu cắt khi tiện côn là gì?
Khi tiện côn, chiều sâu cắt được tính tương tự tiện trụ nhưng cần xét đến góc côn. Giá trị ap vẫn bằng hiệu đường kính trước và sau chia 2, nhưng đường kính thay đổi dọc trục.
Tại sao trên máy CNC cần nhập chiều sâu cắt theo lớp (step over) thay vì tổng?
Bộ điều khiển CNC chỉ thực hiện một lần chạy dao với chiều sâu duy nhất mỗi đường chạy. Nếu cần gia công sâu, lập trình viên phải chia nhỏ thành nhiều lớp, mỗi lớp có chiều sâu cắt riêng để tránh quá tải.
Chiều sâu cắt có liên quan đến thời gian gia công không?
Có. Tổng thời gian cắt tỉ lệ với số lần chạy dao. Nếu tăng chiều sâu cắt mỗi lần, số lần chạy giảm, thời gian gia công giảm. Tuy nhiên, cần cân bằng với tuổi thọ dao và chất lượng bề mặt.
Công thức tính chiều sâu cắt là một công cụ không thể thiếu trong gia công cơ khí. Từ những phép tính đơn giản như (D – d)/2 trong tiện, đến các thông số chiều sâu lớp trong phay và khoan, việc nắm vững và áp dụng đúng công thức giúp tối ưu hóa quá trình sản xuất, bảo vệ thiết bị và nâng cao chất lượng sản phẩm. Luôn kết hợp lý thuyết với thực nghiệm, đồng thời tham khảo các bảng tra và hướng dẫn từ nhà sản xuất để đạt kết quả tốt nhất. Khi đã hiểu rõ bản chất và các yếu tố ảnh hưởng, bạn sẽ tự tin hơn trong việc thiết lập các thông số cắt cho từng nguyên công cụ thể.