Máy cắt plasma là thiết bị sử dụng dòng plasma nhiệt độ cao (lên đến 30.000°C) để cắt xuyên qua các tấm kim loại dẫn điện như thép, inox, nhôm, đồng. Công nghệ này hoạt động dựa trên nguyên lý tạo hồ quang điện giữa điện cực và đầu phun, làm ion hóa khí nén (thường là không khí) thành dòng plasma cực nóng, thổi bay kim loại nóng chảy ra khỏi đường cắt.
Hiểu rõ cách sử dụng máy cắt plasma là yếu tố quyết định đến chất đường cắt, tuổi thọ thiết bị và sự an toàn của người vận hành. Không chỉ đơn giản là bật máy và cắt, quy trình đòi hỏi sự chuẩn bị kỹ lưỡng từ khâu chọn thông số đến thao tác tay.
Phân Loại Máy Cắt Plasma Theo Mục Đích Sử Dụng
Máy cắt plasma cầm tay
Phổ biến nhất trong các xưởng cơ khí nhỏ và sửa chữa tại công trình. Máy gọn nhẹ, dễ di chuyển, phù hợp cắt thủ công các chi tiết đơn giản không yêu cầu độ chính xác quá cao. Công suất thường từ 40A đến 120A, cắt được thép dày tối đa 25-30mm.
Máy cắt plasma CNC
Tích hợp với bàn máy CNC điều khiển số, cho phép cắt tự động theo bản vẽ thiết kế. Dòng máy này đảm bảo độ chính xác cao, lặp lại nhiều lần, giảm thiểu sai số do con người. Thường dùng trong sản xuất công nghiệp, chế tạo kết cấu thép.
Máy cắt plasma dòng cao (High Definition)
Sử dụng công nghệ dòng plasma tập trung cao, tạo ra đường cắt sắc nét, ít ba-via, giảm vùng ảnh hưởng nhiệt. Phù hợp với các chi tiết yêu cầu độ hoàn thiện cao như trong ngành đóng tàu, chế tạo máy.
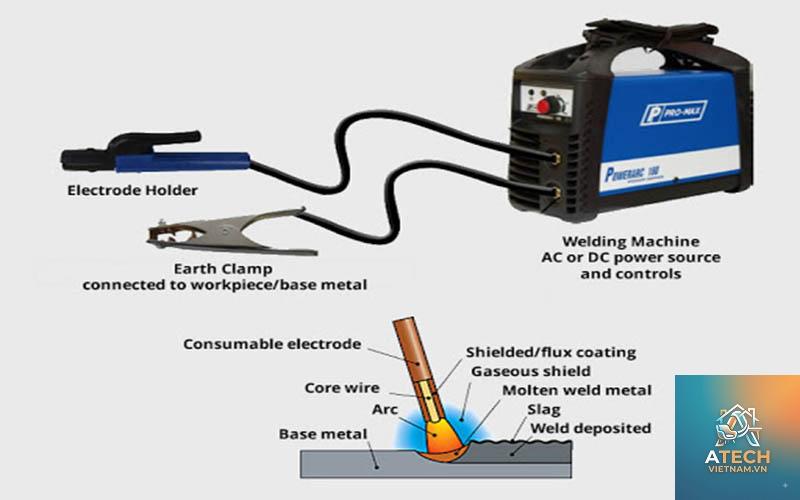
Để vận hành đúng cách sử dụng máy cắt plasma, cần hiểu rõ vai trò từng bộ phận:
Bộ phận
Chức năng
Nguồn điện (Power Source)
Cung cấp dòng điện một chiều ổn định, tạo hồ quang plasma.
Đầu đốt (Torch)
Chứa điện cực, vòi phun, vòng xoáy khí. Là nơi diễn ra quá trình ion hóa khí.
Điện cực (Electrode)
Làm từ đồng hoặc hafnium, chịu nhiệt cao để phát xạ electron.
Vòi phun (Nozzle)
Định hướng và tập trung dòng plasma. Kích thước lỗ phun ảnh hưởng đến chất lượng cắt.
Máy nén khí / Bình khí
Cung cấp khí nén sạch, khô (áp suất 4-6 bar) để tạo plasma và thổi sạch xỉ.
Quy Trình Chuẩn Bị Trước Khi Cắt
Kiểm tra an toàn thiết bị
Đảm bảo dây nguồn, dây mát không bị đứt, hở cách điện.
Kiểm tra áp suất khí nén, lọc nước và dầu trong khí. Khí ẩm làm giảm tuổi thọ điện cực và gây lỗi cắt.
Kiểm tra tình trạng điện cực và vòi phun. Nếu có dấu hiệu mòn, thay thế ngay.
Chuẩn bị phôi và khu vực làm việc
Phôi phải sạch, không gỉ sét dày, không sơn bóng hoặc dầu mỡ. Dùng chổi sắt hoặc máy mài để làm sạch vùng cắt.
Khu vực cắt cần thông thoáng, có hệ thống hút khói hoặc quạt thông gió. Khí plasma sinh ra khí độc, đặc biệt khi cắt inox hoặc thép mạ kẽm.
Đặt phôi trên bàn cắt có khe hở hoặc lưới sắt để xỉ rơi xuống dưới, tránh cháy nổ.
Lựa chọn thông số cắt phù hợp
Mỗi loại và độ dày kim loại yêu cầu dòng điện và áp suất khí khác nhau. Tham khảo bảng thông số từ nhà sản xuất hoặc sử dụng công thức kinh nghiệm:
Dòng điện (Amp) ≈ Độ dày phôi (mm) x (30~40). Ví dụ cắt thép 10mm nên dùng 300~400A.
Áp suất khí nén: Thường từ 4,5 – 5,5 bar tùy theo đầu đốt. Áp suất quá thấp gây hồ quang yếu, quá cao làm tắt hồ quang.
Tốc độ cắt: Cắt nhanh sẽ gây xỉ nhiều phía dưới, cắt chậm gây chảy cạnh và vùng ảnh hưởng nhiệt lớn. Tốc độ lý tưởng khi thấy tia lửa plasma xuyên qua phôi và xỉ bắn ra đều.
Hướng Dẫn Chi Tiết Cách Sử Dụng Máy Cắt Plasma
Bước 1: Kết nối nguồn và khí nén
Kết nối dây cấp nguồn theo sơ đồ hướng dẫn. Gắn dây mát (mass) vào phôi hoặc bàn cắt bằng kẹp chắc chắn. Kết nối ống dẫn khí từ bình chứa hoặc máy nén vào đầu vào của máy cắt. Không dùng các loại khí cháy như oxy, LPG.
Bước 2: Khởi động máy và kiểm tra luồng khí
Bật công tắc nguồn, đèn báo nguồn sáng. Nhấn nút thử khí (Purge) để xả khí trong vòng vài giây, vệ sinh đường ống và kiểm tra áp suất. Chỉnh van điều áp về mức yêu cầu.
Bước 3: Cài đặt dòng điện
Vặn núm điều chỉnh dòng điện (Amp) về giá trị đã chọn theo độ dày phôi. Một số máy có chế độ tự động nhận dạng đầu đốt, nhưng hầu hết cần chỉnh tay.
Bước 4: Thao tác cắt
Tạo hồ quang mồi: Ấn nút kích hoạt trên tay cầm, nghe tiếng lách tách và thấy tia lửa nhỏ từ đầu đốt. Đây là hồ quang mồi, chỉ kéo dài 1-2 giây.
Đưa đầu đốt vào phôi: Đặt đầu đốt vuông góc với bề mặt phôi, khoảng cách đầu phun đến phôi khoảng 3-6mm. Nếu có chân đế, tựa nhẹ lên phôi để duy trì khoảng cách ổn định.
Bắt đầu cắt: Nhấn nút cắt, hồ quang chính hình thành ngay lập tức. Di chuyển đầu đốt đều theo đường cắt với tốc độ phù hợp. Quan sát tia lửa plasma: nếu thấy tia lửa phụt mạnh về phía sau là tốc độ đúng, nếu nghe tiếng xì xạch hoặc thấy đứt quãng thì giảm tốc độ hoặc tăng dòng.
Kết thúc: Nhả nút cắt khi kết thúc đường cắt. Không nhả nút đột ngột khi đang giữa đường vì dễ gây vỡ vòi phun.
Bước 5: Tắt máy và bảo dưỡng
Sau khi cắt xong, tắt nguồn chính, xả khí trong đường ống. Vệ sinh đầu đốt bằng khí nén, kiểm tra lại điện cực và vòi phun. Ghi nhật ký sử dụng để theo dõi thời gian thay thế phụ tùng.
Sai Lầm Thường Gặp Khi Sử Dụng Máy Cắt Plasma
Không làm sạch phôi: Lớp gỉ sét, sơn hoặc dầu mỡ làm hồ quang không ổn định, gây xỉ nhiều và hỏng vòi phun.
Khoảng cách đầu đốt quá xa: Làm hồ quang yếu, cắt không xuyên, tạo rãnh cắt rộng và nhiều ba-via.
Di chuyển quá nhanh hoặc quá chậm: Cả hai đều làm giảm chất lượng mép cắt, gây cong vênh do nhiệt.
Sử dụng khí nén không sạch: Hơi nước và dầu trong khí làm giảm tuổi thọ điện cực, gây lỗi hồ quang.
Cắt góc nghiêng không đúng: Thường cắt nghiêng để tạo vát mép hàn, nhưng nếu không tính toán góc mài mòn vòi phun sẽ rất nhanh hỏng.
Không bảo vệ mắt và da: Tia lửa plasma phát ra tia UV mạnh, có thể gây bỏng võng mạc ngay cả khi nhìn gián tiếp.
Lưu Ý An Toàn Quan Trọng
Tuân thủ nghiêm ngặt các quy tắc an toàn trong cách sử dụng máy cắt plasma:
Luôn đeo kính hàn tối màu (chỉ số DIN 6-9 tùy dòng điện) khi vận hành.
Mặc quần áo bảo hộ dài tay, găng tay da, tránh da tiếp xúc trực tiếp với tia lửa.
Không cắt gần các chất dễ cháy nổ như xăng, dung môi, bình gas.
Đảm bảo dây mát được kẹp chặt vào phôi, không tạo hồ quang điện giữa phôi và bàn máy.
Khi thay điện cực hoặc vòi phun, đợi đầu đốt nguội hẳn (khoảng 3-5 phút) để tránh bỏng.
Không cắt trên các thùng kín hoặc bồn chứa nhiên liệu còn tồn dư, nguy cơ nổ rất cao.
So Sánh Cắt Plasma Với Các Phương Pháp Cắt Truyền Thống
Tiêu chí
Plasma
Oxy-Gas
Laser
Độ dày tối đa
50-80mm (cầm tay), lên đến 160mm (siêu cắt)
>200mm
20-30mm (thép carbon)
Chi phí đầu tư
Trung bình
Thấp
Cao
Tốc độ cắt
Nhanh (3-5m/phút với thép mỏng)
Chậm
Rất nhanh
Chất lượng mép cắt
Khá, có thể cần mài lại
Thô, nhiều xỉ
Mịn, ít gia công lại
Kim loại phù hợp
Dẫn điện (thép, inox, nhôm, đồng)
Thép carbon
Hầu hết
Ứng Dụng Thực Tế Của Máy Cắt Plasma
Trong sửa chữa ô tô, máy cắt plasma giúp cắt nhanh các chi tiết thân xe bị móp méo. Trong xây dựng, dùng để cắt dầm thép, xà gồ, lanh tô một cách linh hoạt tại công trình. Các xưởng chế tạo kết cấu thép sử dụng máy cắt plasma CNC để sản xuất hàng loạt chi tiết giống nhau với độ chính xác cao.
Ngành đóng tàu ứng dụng máy cắt plasma cầm tay cắt tôn vỏ tàu dày từ 10-40mm, kết hợp với máy cắt plasma dòng cao để tạo cạnh vát hàn. Ngay cả trong nghệ thuật sắt mỹ thuật, máy cắt plasma cầm tay cũng giúp nghệ nhân tạo ra những đường cắt uốn lượn mềm mại.
Câu Hỏi Thường Gặp Về Cách Sử Dụng Máy Cắt Plasma
Máy cắt plasma có cắt được nhôm và inox không?
Có, miễn là kim loại có tính dẫn điện. Tuy nhiên, khi cắt nhôm hoặc inox cần dùng dòng cao hơn và khí nén sạch, đôi khi phải dùng khí N2 hoặc Ar-H2 để đạt chất lượng tốt nhất.
Độ dày kim loại tối đa mà máy cắt plasma cầm tay có thể cắt là bao nhiêu?
Máy cầm tay thông thường cắt thép dày đến 25-30mm với dòng 100-150A. Một số dòng cao cấp có thể cắt đến 50mm nhưng tốc độ chậm và mép cắt thô.
Làm sao để giảm xỉ bám ở mép dưới khi cắt plasma?
Kiểm tra lại dòng điện có đúng không, tăng tốc độ cắt lên 10-15%, đảm bảo áp suất khí đủ mạnh. Đầu phun và điện cực còn mới cũng giúp giảm xỉ.
Tại sao hồ quang mồi không xuất hiện?
Kiểm tra nguồn điện, cầu chì. Kiểm tra điện cực và vòi phun: nếu bị mòn hoặc lắp không đúng, hồ quang mồi không hình thành. Đôi khi do khí nén không đạt áp suất tối thiểu.
Bảo dưỡng máy cắt plasma định kỳ như thế nào?
Thay điện cực sau 8-10 giờ cắt liên tục hoặc khi thấy lõi hafnium lõm sâu hơn 2mm. Vệ sinh lọc khí và bộ lọc nước mỗi tuần. Kiểm tra vỏ dây dẫn hồ quang bị nứt hoặc gỉ.
Kết Luận
Nắm vững cách sử dụng máy cắt plasma không chỉ giúp bạn cắt nhanh, chính xác mà còn kéo dài tuổi thọ thiết bị và đảm bảo an toàn lao động. Từ khâu chọn thông số, chuẩn bị phôi, thao tác cắt đến bảo dưỡng định kỳ, mỗi bước đều đóng vai trò quan trọng.
Hãy luôn ưu tiên đồ bảo hộ và tham khảo bảng thông số của nhà sản xuất đi kèm máy. Thực hành nhiều lần trên phôi thép vụn để làm quen với các loại tốc độ và góc cắt khác nhau. Với kiến thức chi tiết và sự cẩn trọng, máy cắt plasma sẽ trở thành công cụ đắc lực trong mọi công việc của bạn.