Mối hàn là điểm kết nối quan trọng trong kết cấu kim loại, quyết định độ bền và an toàn của sản phẩm. Việc kiểm tra mối hàn đúng cách giúp phát hiện sớm các khuyết tật, ngăn ngừa tai nạn và tiết kiệm chi phí sửa chữa. Trong bài viết này,
Cách kiểm tra mối hàn là gì và tại sao cần thực hiện?
Kiểm tra mối hàn là quá trình đánh giá chất lượng đường hàn sau khi hoàn thiện, nhằm xác định mối hàn có đáp ứng yêu cầu kỹ thuật hay không. Quá trình này không chỉ dừng lại ở việc nhìn bề ngoài mà còn bao gồm các phương pháp đo lường, thử nghiệm chuyên sâu.
Việc cách kiểm tra mối hàn được thực hiện bài bản giúp phát hiện các khuyết tật phổ biến như rỗ khí, nứt, thiếu ngấu, cháy cạnh, hoặc bắn tóe. Mỗi loại khuyết tật đều ảnh hưởng trực tiếp đến khả năng chịu lực và tuổi thọ của kết cấu. Trong các ngành như chế tạo thiết bị áp lực, đóng tàu, kết cấu thép xây dựng, việc bỏ qua kiểm tra có thể dẫn đến hậu quả nghiêm trọng về người và tài sản.
Phân loại các phương pháp kiểm tra mối hàn
Các phương pháp kiểm tra mối hàn được phân thành hai nhóm chính: kiểm tra phá hủy và kiểm tra không phá hủy (NDT – Non-Destructive Testing). Mỗi nhóm có ưu điểm và hạn chế riêng, phù hợp với từng giai đoạn sản xuất và yêu cầu kỹ thuật.
Kiểm tra phá hủy mối hàn
Phương pháp này lấy mẫu từ mối hàn hoặc phá hủy toàn bộ sản phẩm để đánh giá các chỉ tiêu cơ tính như độ bền kéo, độ dẻo, độ cứng. Các thử nghiệm điển hình bao gồm:
Thử kéo: đo lực kéo đứt mẫu hàn, từ đó xác định ứng suất phá hủy.
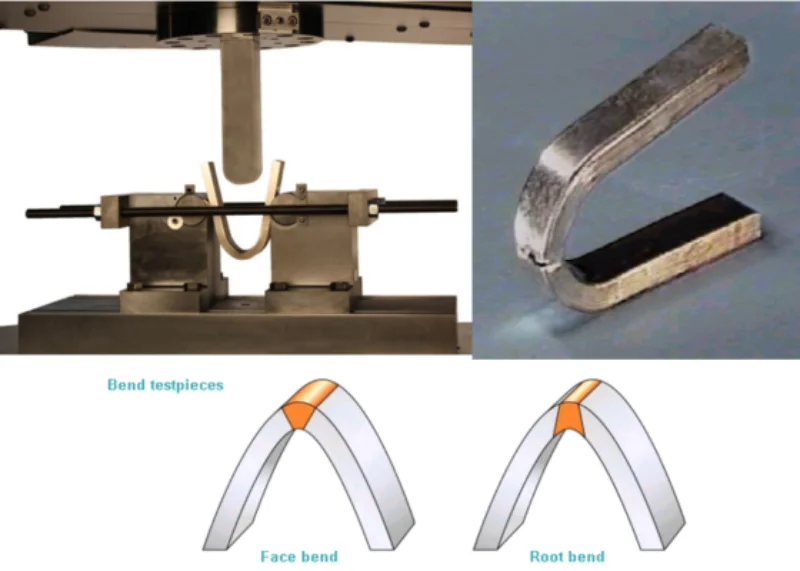
Thử uốn: đánh giá khả năng biến dạng dẻo của mối hàn mà không xuất hiện vết nứt.
Thử va đập: kiểm tra độ dai va đập ở nhiệt độ thấp, rất quan trọng với kết cấu chịu tải động.
Phân tích kim tương: quan sát cấu trúc tế vi dưới kính hiển vi để phát hiện tạp chất, vết nứt nhỏ.
Kiểm tra không phá hủy mối hàn
Đây là nhóm phương pháp phổ biến nhất vì không làm hỏng sản phẩm, cho phép kiểm tra 100% sản phẩm. Các kỹ thuật chính:
Phương pháp
Nguyên lý
Phát hiện khuyết tật
Ưu điểm chính
Kiểm tra mắt thường (VT)
Quan sát bằng mắt hoặc dụng cụ phóng đại
Nứt bề mặt, cháy cạnh, bắn tóe, hình dạng mối hàn
Đơn giản, nhanh, chi phí thấp
Thẩm thấu chất lỏng (PT)
Dùng chất lỏng thấm vào vết nứt hở bề mặt, sau đó dùng chất hiện màu
Nứt nhỏ, rỗ khí hở bề mặt, vết nứt chân tóc
Phát hiện khuyết tật rất nhỏ trên bề mặt
Từ tính (MT)
Từ hóa chi tiết, phun bột từ lên bề mặt
Nứt và khuyết tật gần bề mặt trên vật liệu từ tính
Nhanh, nhạy với vết nứt mỏng
Siêu âm (UT)
Phát sóng siêu âm vào mối hàn, phân tích sóng phản xạ
Khuyết tật bên trong: thiếu ngấu, rỗ khí, vùi xỉ
Phát hiện sâu, di động, không độc hại
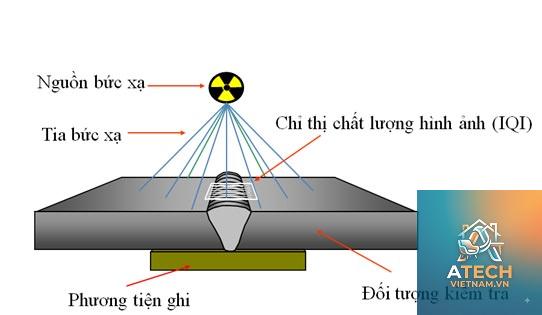
Chụp X-quang (RT)
Chiếu tia X hoặc gamma qua mối hàn lên phim hoặc đầu dò
Rỗ khí, vùi xỉ, vết nứt, thiếu ngấu
Hình ảnh trực quan khuyết tật bên trong
Hướng dẫn chi tiết cách kiểm tra mối hàn bằng mắt thường
Kiểm tra mắt thường là bước đầu tiên trong cách kiểm tra mối hàn, không thể bỏ qua.
Thước cặp, thước đo góc để kiểm tra kích thước mối hàn.
Bộ gương và đèn pin để quan sát vị trí khó tiếp cận.
Làm sạch bề mặt mối hàn và vùng lân cận khỏi xỉ hàn, bắn tóe, dầu mỡ.
Quan sát tổng thể hình dạng mối hàn: chiều rộng, chiều cao, độ lồi lõm.
Kiểm tra sự chuyển tiếp giữa kim loại mối hàn và kim loại nền: không được có vết cắt, cháy cạnh hay góc chuyển quá đột ngột.
Dùng kính lúp tìm kiếm vết nứt, rỗ khí hở bề mặt, vết rỗ li ti, hoặc các vùi xỉ lộ ra ngoài.
Đo kích thước mối hàn bằng thước: chiều cao mối hàn, chiều rộng tại các vị trí khác nhau, so sánh với bản vẽ kỹ thuật.
Đánh giá độ đều đặn: mối hàn không được có chỗ phồng, chỗ lõm hoặc gián đoạn.
Dấu hiệu nhận biết mối hàn đạt yêu cầu
Bề mặt mịn, không có vết nứt dọc hoặc ngang.
Biên dạng đồng đều, không quá lồi hoặc quá lõm so với tiêu chuẩn.
Không có bắn tóe kim loại bám ngoài vùng hàn.
Chân mối hàn ngấu đều, không có góc nhọn.
Phương pháp kiểm tra mối hàn bằng thẩm thấu chất lỏng (PT)
Đây là một trong những cách kiểm tra mối hàn phổ biến cho các khuyết tật hở bề mặt. Kỹ thuật này đặc biệt hiệu quả với các vết nứt chân tóc mà mắt thường khó phát hiện.
Quy trình thực hiện
Làm sạch hoàn toàn bề mặt mối hàn bằng dung môi, đảm bảo không còn dầu mỡ, xỉ hàn hay lớp sơn.
Phun đều chất thẩm thấu (thường có màu đỏ hoặc huỳnh quang) lên vùng kiểm tra. Giữ nguyên trong thời gian thấm từ 5 đến 30 phút tùy loại chất.
Loại bỏ chất thấm dư thừa bằng khăn sạch hoặc dung môi, không làm trôi chất thấm đã ngấm vào khe nứt.
Phun lớp chất hiện màu trắng lên bề mặt. Chất này sẽ hút ngược chất thấm từ các vết nứt lên bề mặt, tạo thành vết màu đỏ hoặc xanh lục.
Quan sát và ghi nhận vị trí, hình dạng vết thấm. Đánh dấu các khuyết tật để xử lý.
Ưu và nhược điểm
Ưu điểm
Nhược điểm
Phát hiện được vết nứt rất nhỏ (có thể dưới 0,1 mm)
Chỉ phát hiện được khuyết tật hở bề mặt
Thiết bị đơn giản, chi phí thấp
Không thể kiểm tra mối hàn có lớp phủ hoặc sơn dày
Áp dụng được cho mọi vật liệu không xốp
Chất thấm và chất hiện màu có thể độc hại nếu hít phải
Kết quả trực quan, dễ đánh giá
Không phát hiện khuyết tật bên trong mối hàn
Kiểm tra mối hàn bằng siêu âm (UT) – kỹ thuật phát hiện khuyết tật bên trong
Kiểm tra siêu âm là cách kiểm tra mối hàn chuyên sâu nhất để phát hiện các khuyết tật bên trong như thiếu ngấu, vùi xỉ, rỗ khí nằm sâu. Phương pháp này được sử dụng rộng rãi trong các ngành đòi hỏi độ an toàn cao như nồi hơi, bình áp lực, đường ống dẫn dầu khí.
Nguyên lý hoạt động
Đầu dò siêu âm phát xung sóng âm tần số cao (thường từ 2 đến 15 MHz) vào vật liệu. Khi gặp khuyết tật, sóng âm bị phản xạ lại và được thu nhận. Dựa vào thời gian và cường độ sóng phản xạ, máy tính toán vị trí, kích thước và tính chất của khuyết tật.
Các bước kiểm tra bằng siêu âm
Chuẩn bị máy siêu âm, đầu dò phù hợp với chiều dày và loại vật liệu.
Hiệu chuẩn máy trên mẫu chuẩn có khuyết tật nhân tạo để đảm bảo độ chính xác.
Bôi chất ghép âm (gel hoặc dầu) lên bề mặt mối hàn và đầu dò để truyền sóng tốt.
Di chuyển đầu dò dọc theo mối hàn theo đường zigzag, giữ góc đầu dò cố định (thường từ 60° đến 70°).
Quan sát màn hình máy: tín hiệu echo xuất hiện giữa sóng đáy và sóng phát là dấu hiệu khuyết tật.
Ghi lại biên độ, vị trí khuyết tật. So sánh với tiêu chuẩn đánh giá (ví dụ AWS D1.1, ISO 5817).
Các dạng khuyết tật mà siêu âm phát hiện
Thiếu ngấu: tín hiệu echo lớn, thường xuất hiện ở đáy mối hàn hoặc giữa các lớp hàn.
Rỗ khí: echo nhọn, đơn lẻ, có thể xuất hiện riêng rẽ hoặc thành chùm.
Vùi xỉ: echo dạng dải, biên độ thấp hơn so với khuyết tật cùng kích thước.
Vết nứt: echo rất cao, thường kéo dài và có dạng gai.
So sánh các phương pháp kiểm tra mối hàn phổ biến
Phương pháp
Phát hiện khuyết tật bề mặt
Phát hiện khuyết tật bên trong
Chi phí thiết bị
Tốc độ kiểm tra
Yêu cầu kỹ thuật viên
Mắt thường (VT)
Có (hạn chế)
Không
Thấp
Rất nhanh
Thấp
Thẩm thấu (PT)
Rất tốt
Không
Thấp – trung bình
Trung bình
Trung bình
Từ tính (MT)
Rất tốt
Một phần (gần bề mặt)
Trung bình
Nhanh
Trung bình
Siêu âm (UT)
Kém
Rất tốt
Cao
Nhanh – trung bình
Cao
Chụp X-quang (RT)
Kém
Rất tốt (có hình ảnh)
Rất cao
Chậm
Rất cao
Những sai lầm thường gặp khi kiểm tra mối hàn và cách khắc phục
Dù có nhiều kinh nghiệm, kỹ thuật viên vẫn mắc phải những sai lầm khi thực hiện cách kiểm tra mối hàn. Bỏ qua khâu làm sạch bề mặt
Xỉ hàn, bụi, dầu mỡ che khuất khuyết tật, làm giảm độ nhạy của các phương pháp thẩm thấu và siêu âm. Luôn làm sạch kỹ vùng kiểm tra bằng bàn chải sắt, hóa chất tẩy rửa chuyên dụng trước khi bắt đầu.
2. Chỉ dùng một phương pháp duy nhất
Mỗi phương pháp chỉ phát hiện một loại khuyết tật nhất định. Ví dụ, kiểm tra mắt thường không thấy rỗ khí bên trong, siêu âm không phát hiện nứt nhỏ trên bề mặt nếu không quét kỹ. Khuyến nghị kết hợp ít nhất hai phương pháp: VT + PT cho bề mặt, và UT + RT cho bên trong.
3. Không hiệu chuẩn thiết bị trước khi kiểm tra
Máy siêu âm, máy chụp X-quang cần được hiệu chuẩn theo tiêu chuẩn trước mỗi ca làm việc. Nếu bỏ qua, kết quả sai lệch có thể bỏ sót khuyết tật nghiêm trọng.
4. Đánh giá không đúng tiêu chuẩn
Mỗi ngành có tiêu chuẩn chấp nhận khác nhau. Mối hàn kết cấu thép xây dựng có thể chấp nhận rỗ khí đường kính 1 mm, nhưng với bình áp lực thì không. Cần nắm vững tiêu chuẩn áp dụng (AWS, ISO, ASME) trước khi đưa ra kết luận.
Lưu ý quan trọng khi thực hiện cách kiểm tra mối hàn
An toàn lao động: Đeo kính bảo hộ, găng tay khi dùng hóa chất thẩm thấu. Khi dùng tia X, phải có biện pháp che chắn bức xạ và đeo liều kế.
Nhiệt độ môi trường: Các phương pháp thẩm thấu và siêu âm bị ảnh hưởng nếu bề mặt quá nóng (trên 50°C) hoặc quá lạnh (dưới 5°C). Kiểm tra ở nhiệt độ phòng tốt nhất.
Thời gian thấm: Đối với PT, thời gian thấm phải đủ lâu để chất thấm ngấm sâu vào khuyết tật. Không rút ngắn thời gian để tiết kiệm.
Đào tạo nhân viên: Chỉ người có chứng chỉ NDT cấp II hoặc III mới được thực hiện và đánh giá kết quả UT, RT. Đối với VT, thợ hàn lành nghề cũng có thể thực hiện.
Lưu trữ hồ sơ: Ghi chép kết quả kiểm tra, ảnh chụp, biểu đồ siêu âm vào hồ sơ chất lượng sản phẩm để truy xuất khi cần.
Câu hỏi thường gặp về cách kiểm tra mối hàn
Kiểm tra mối hàn bằng mắt thường có đủ không?
Không đủ cho các yêu cầu chất lượng cao. Mắt thường chỉ phát hiện khuyết tật lớn trên bề mặt. Để đảm bảo an toàn, cần kết hợp thêm phương pháp thẩm thấu hoặc siêu âm tùy theo cấp độ yêu cầu.
Phương pháp nào kiểm tra mối hàn nhanh nhất?
Kiểm tra mắt thường là nhanh nhất, chỉ vài giây đến vài phút cho mỗi mối hàn. Tuy nhiên, nếu cần độ chính xác cao, siêu âm hoặc từ tính có thể hoàn thành trong vài phút cho một mối hàn dài 1 mét.
Chi phí kiểm tra mối hàn bằng siêu âm là bao nhiêu?
Chi phí bao gồm đầu tư thiết bị (từ 3.000 đến 20.000 USD) và nhân công có chứng chỉ. Giá dịch vụ tại Việt Nam thường từ 200.000 đến 500.000 đồng mỗi mối hàn tùy độ dày và vị trí.
Làm thế nào để phân biệt rỗ khí và vùi xỉ trên phim X-quang?
Rỗ khí thường có hình tròn hoặc bầu dục, viền sắc nét, màu sáng (do mật độ thấp). Vùi xỉ có hình dạng tự do, đường viền không đều, mật độ thay đổi. Kinh nghiệm đọc phim rất quan trọng để phân biệt chính xác.
Mối hàn đạt yêu cầu khi kiểm tra có cần kiểm tra lại sau thời gian sử dụng?
Có nhất là đối với kết cấu chịu tải trọng dao động, môi trường ăn mòn, hoặc làm việc ở nhiệt độ cao. Cần lập kế hoạch kiểm tra định kỳ bằng siêu âm hoặc thẩm thấu để phát hiện nứt mỏi hoặc ăn mòn.
Kết luận
Nắm vững cách kiểm tra mối hàn không chỉ giúp đảm bảo chất lượng sản phẩm mà còn nâng cao uy tín doanh nghiệp. Mỗi phương pháp đều có thế mạnh riêng, việc lựa chọn đúng phương pháp và tuân thủ quy trình là chìa khóa để phát hiện triệt để các khuyết tật.
Đối với người mới bắt đầu, hãy tập trung thành thạo kiểm tra mắt thường và thẩm thấu chất lỏng. Sau đó, khi có điều kiện, đầu tư học và thực hành siêu âm – phương pháp xương sống trong NDT. Quan trọng nhất, luôn cập nhật tiêu chuẩn mới nhất và không ngừng rèn luyện kỹ năng đánh giá. Một mối hàn chất lượng là kết quả của quá trình hàn tốt kết hợp với kiểm tra chặt chẽ.








")