
Bạn đang muốn biết về các vị trí hàn đúng không nào. Vậy hãy cùng ATECH tham khảo thông tin bài viết dưới đây nhé.
Các vị trí hàn cơ bản
Vị trí hàn được phân loại theo tiêu chuẩn của Nga, với 4 vị trí như sau: hàn sấp, hàn đứng, hàn ngang và hàng ngửa.
- Hàn sấp: Hay còn gọi là hàn bằng, đây chính là các mối hàn được phân bổ trên các mặt phẳng, thuộc các góc từ 0 – 60 độ.
- Hàn đứng: Hay còn gọi là hàn leo, đây là những mối hàn phân bố ở trên các mặt phẳng thuộc góc từ 60 độ đến 120 độ.
- Hàn ngang: Chính là những mối hàn phân bố ở trên các mặt phẳng trong góc 60 độ đến 120 độ, phương mối hàn sẽ song song với mặt phẳng nằm ngang.
- Hàn trần: Hay còn gọi là hàn ngửa, những mối hàn được phân bố ở trên các mặt phẳng thuộc góc từ 120 độ đến 180 độ. Với vị trí này, thường thợ hàn sẽ phải ngửa mặt lên trên về phía hồ quang nên nó mới được gọi là hàn ngửa.

Trong các vị trí hàn cơ bản này, thì hàn sấp được nhận xét là thuận lợi nhất. Còn hàn ngửa sẽ khó thực hiện nhất.
Dưới đây là các quy tắc vị trí hàn được mã hóa:
Chữ số đầu tiên sẽ thể hiện vị trí hàn
- Số 1 : Horizontal Flat Position – Vị trí hàn bằng
- Số 2: Transverse Position – Vị trí hàn ngang
- Số 3: Vertical Position – Vị trí hàn đứng
- Số 4: Overhaed Position – Vị trí hàn trần
Chữ cái tiếp theo sẽ biểu thị loại mối hàn
- F: Mối hàn góc.
- G: Mối hàn rãnh.
- R: Vị trí hạn chế.
Mối hàn đối đầu tấm
Dưới đây là các mối hàn đối đầu tấm cơ bản. Gồm có 1G, 2G, 3G và 4G
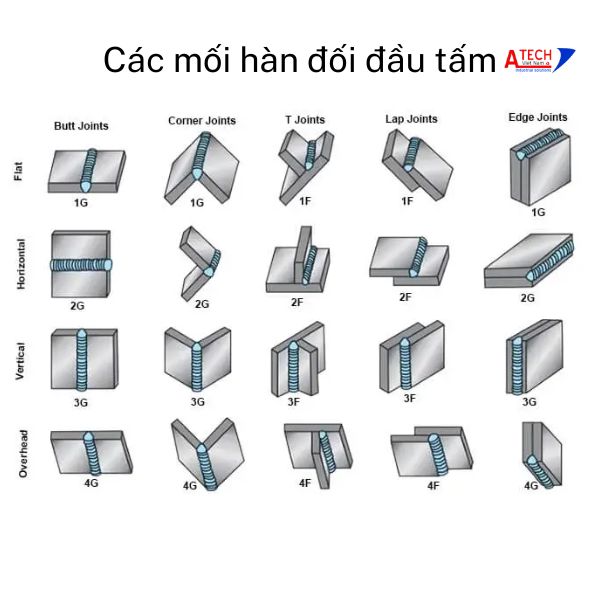
1G
Đây chính là mối hàn rãnh ở vị trí hàn bằng.
2G
Nó chính là mối hàn rãnh ở vị trí hàn ngang.
3G
Đây là mối hàn rãnh ở vị trí hàn đứng.
4G
4G là mối hàn rãnh ở vị trí hàn trần.
Mối hàn giáp ống
Dưới đây là các mối hàn giáp ống cơ bản. Bao gồm 5G, 5GX, 6G, 6GX và 2FRC.
5G, 5GX
Mối hàn rãnh nằm ở vị trí ống ngang cố định và thợ hàn hàn với vị trí hàn trần, mối hàn ngang và mối hàn bằng.
6G, 6GX
Mối hàn rãnh, ống ở vị trí 45 độ và thợ hàn thực hiện hàn ở vị trí hàn bằng, hàn ngang, hàn trần và hàn đứng.
2FRC
Đây là đường hàn của mối nối phi lê tấm ống, xoay ngang.
Cách hàn từng vị trí
Để từng vị trí được hàn đúng kỹ thuật, đây các những cách hàn bạn nên nắm được.
1G
1G là vị trí hàn bằng của những mối hàn rãnh. Ở vị trí này, người thợ hàn sẽ phải đặt vật hàn ngay ở dưới vị trí của kìm hàn.
2G
Mối hàn 2G sẽ có độ khó hơn so với mối hàn 2F một chút. Để giúp chống lại tác dụng của trọng lực lên vũng hàn ở trong mối hàn rãnh ngang, hãy thực hiện nghiêng mép trên của mối hàn với góc một chút, dù rằng vũng hàn có thể sẽ bị hơi chùng xuống. Với mối hàn góc ngang, hãy giữ một góc 45 độ so với mối nối để có thể đảm bảo nhiệt tập trung vào nơi hai mảnh ghép lại với nhau.
3G
Cách hàn 3G có thể thực hiện từ dưới lên hoặc từ trên xuống đều được. Vị trí 3G từ dưới lên thường sẽ sử dụng cả cho hàn đấu đầu, với cả hàn góc. Trong khi hàn, kiềm hàn sẽ được giữ nghiêng 45o. Và người thợ hàn thực hiện quá trình hàn bắt đầu từ dưới lên.
Vị trí hàn 3G từ trên xuống thường sẽ sử dụng cho hàn đấu đầu và hàn góc. Người thợ hàn cũng sẽ thực hiện quá trình hàn bắt đầu từ trên xuống. Vị trí hàn này được đánh giá là có hiệu quả hơn về năng suất.
4G
Đây chính là mối hàn rãnh ở vị trí hàn trần. Mối hàn 4G sẽ yêu cầu lắc nhẹ hoặc là thao tác để vùng hàn thấm sâu hơn, cũng giống như với mối hàn đứng. Các thông số cần phải được quay lại để thực hiện hoạt động nguội hơn đối với các mối hàn trần. Bởi vì vùng hàn quá lỏng, sẽ dẫn đến rơi ra khỏi mối hàn và rơi vào người thợ hàn.
5G, 5GX
5G chính là mối hàn rãnh nằm ở vị trí ống ngang cố định. Thợ hàn sẽ hàn ở vị trí hàn trần, mối hàn ngang và cùng mối hàn bằng.
6G, 6GX
6G được nhận xét là vị trí hàn khó nhất trong tất cả các vị trí hàn thường gặp. Thành thạo vị trí hàn 6G là điều kiện quyết định để sở hữu chứng chỉ hàn. Tùy vào điều kiện, vị trí hàn này có thể có điểm tương đồng với vị trí hàn 5G. Nhưng ống hàn sẽ lại nằm nghiêng một góc 45 độ. Tên gọi khác của vị trí hàn 6G chính là 6G Uphill/H-L045 và 6G Downhill/J-L045.
Trong quá trình hàn 6G, có chủ yếu ba kiểu hàn đặc trưng là hàn ngang (khó), hàn bằng (dễ), và hàn đứng (bắt buộc). Quy trình hàn 6G phức tạp hơn tất cả các quy trình hàn khác. Bởi vì vật hàn (ống) sẽ được gá nghiêng một góc 45 độ. Do đó, người thợ hàn phải thay đổi vị trí cơ thể mình rất nhiều lần trong cả quá trình hàn.
Ngoài ra, kim loại hàn khi điền vào luôn bị chảy từ cao xuống thấp. Khi người thợ thao tác ở vị trí hàn đứng, chính điều này sẽ gây khó khăn khiến họ phải vượt qua do luôn phải thực hiện công việc với tầm cao hơn đầu. Vì vậy, người thợ hàn cần phải thuần thục rất nhiều ở vị trí hàn 6G trước khi tiến hành hàn thực địa. Trên thực tế thì vị trí hàn 6G rất hiếm khi gặp. Nhưng đây chính là bài kiểm tra thông dụng đối với bất kỳ người thợ hàn nào.
Trên đây là những thông tin chúng tôi cung cấp về các vị trí hàn cơ bản đầy đủ nhất. Hy vọng bạn đã nắm được kiến thức và áp dụng nó vào công việc, cuộc sống một cách hữu ích.




















